江西數控機床測量儀產品資料
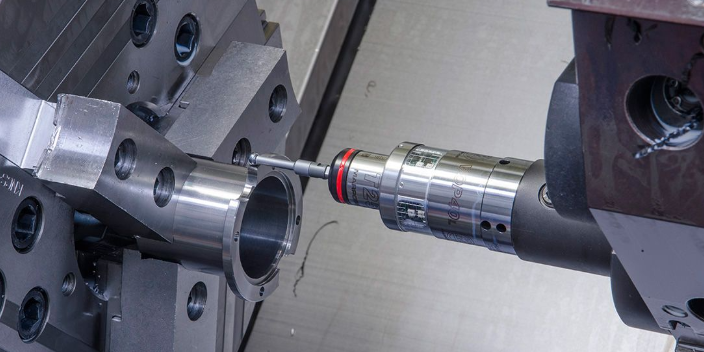
可將WRSP60掃描式測頭用于檢查新加工的部件的輪廓是否正確以及用于直接檢測機床中任何表面缺陷,從而避免將此類檢查與檢測傳輸到測量實驗室,以及避免在需要后續返工的情況中將其重新定位在機床中。馬波斯研發的這款WRSP60測頭擁有一個無線傳輸系統,可將其用于在**常用的切屑去除機床上直接掃描零件。在使用WSRP60測頭時,可完成一些采用標準接觸式測頭不能完成的操作或者可**縮短周期時間,如:通過切割程序校正、標準件比較以及跳動檢查而完成輪廓質量控制、零件未對準校正與表面變形檢查,也可將這些測頭用于進行正確定位零件所需的“接觸”。帶有WRI無線接收器的系統接口能夠與安裝在工業或標準個人計算機上的軟件包通信,從而管理并呈現測量值以及獲取數據。可采用WRSP60系統通過對新加工的零件進行輪廓與表面接觸式掃描直接在機床環境對機械加工過程進行精確、完整的質量控制。系統采用無線傳輸系統將數據傳到WRI接收器。通過一個**馬波斯軟件包收集、分析與呈現數據。主動測量儀系統廠家--馬波斯測量科技。江西數控機床測量儀產品資料
可通過E32U接口將所有測頭硬接線到機床CNC上。如果是機械加工中心或帶有自動刀具更換(ATC)系統的銑床上的零件探針應用,或者是將探針安裝在轉塔刀架中的機床加工應用,紅外線(VOS光學主軸探針)與無線電(WRS無線電主軸探針)傳輸系統**著理想的解決方案。用于加工中心的零件檢查和刀具安裝的光學傳輸系統:即便在**復雜的操作環境中,光學傳輸接觸式測頭可使機械加工中心更有效率并且提高了自動化程度,從而縮短周期時間以及降低報廢件百分比。零件定位與對準操作使得用戶不再需要對零件進行任何操作。除自動化的零件尺寸檢測外,馬波斯SW還為機床CN提供了后來機械加工流程所需的所有反饋。由于適當優化的軟件周期和易于理解的圖形界面,操作員/機器集成過程是即時的。馬波斯測量儀安裝馬波斯測量科技是比較有實力數控車床測量儀系統廠家。

Thruvar測量頭的設計旨在置于機床主軸內部,并在零件磨削工程中測量內徑。將測量儀器生成的信號發送給電子控制單元,該單元可通過輸出到機床而進行過程控制(即:砂輪進度、切割速度控制等)一些型號也包括氣動回縮功能,其保證測量儀器遠離零件以及在極其安全的條件中啟動并結束測量周期。Thruvar產品線的功能特征也體現在Quick設置技術,自動與手動版本都可獲取此技術,該技術有助于在機床重新裝配刀具(零件更換)之后減少設置時間。
Marposs無線手柄利用藍牙無線技術克服了手動測量儀器中的電纜管理問題。該信號從電子或機械測量儀表頭發送到Marposs數據顯示和處理單元之一。堅固可靠的I-Wave手柄,即使在**惡劣的環境下,也可用于操作員的手動測量。所有螺紋為M10、M6或M3.5的測頭都可以用適配器輕松安裝。星形鎖系統進一步增加了手柄的多功能性,該系統允許快速更換儀表頭,以實現測頭互換性。多波手柄采用藍牙技術,管理用于同時測量多個截面的多傳感器電子測頭,檢查不同高度的孔的直徑和其他幾何形狀(橢圓度、錐度等)。它可以編程使用的傳感器數量(**多7個)或設置其他重要參數與特定的軟件。一旦定義了配置參數,它們就會通過藍牙發送到手柄,然后保存在內存中。所有手柄都可以通過藍牙將測量數據傳輸到一個Marposs電子設備,如Nemo、Merlin、MerlinPlus、E9066或10米范圍內的任何PC。泄漏測試是電池pack裝配過程中的要求用于檢查電池pack氣密性,保證電池pack內部的高壓零部件不會出現短路。

控制系統可以根據單個機器的規格快速配置,它可以遠程更新和監測,同時允許在生產過程的自動化和控制中與其他系統在更大范圍、更加迅速地共享數據。Marposs能夠根據全球主要磨床制造商的要求,實現基于緊湊硬件配置的產品。我們的控制周期都是多年積累的經驗的結果,它們為操作人員提供了越來越簡單和優化的界面。它們通過交互式菜單進行訪問,這些菜單用簡單的車間術語描述參數的變量。符合Industria 4.0規范所需的信息均可以通過新接口進行交換。馬波斯砂輪平衡儀控制單元P1dAE是磨削監控系列中用于監控砂輪和工件的接觸、砂輪修整,磨削加工關鍵環節。江蘇雙圓盤平面磨床測量儀報價
界面軟件BLU HI的設計讓系統有效和易于使用,是中等傳感器數量和機器尺寸復雜程度應用程序的理想解決方案。江西數控機床測量儀產品資料
保持砂輪平衡可提高各個零件的表面質量以及延長主軸的使用壽命。P7WB平衡系統可持續不斷檢查砂輪的狀態以及自動補償周期中的任何失衡。該系統專為單主軸和多主軸磨削應用而設計,可以在一個或兩個平面上平衡。P7WB系統的設計旨在檢查與平衡砂輪。它連接并管理所有類型的FT與ST平衡頭。根據應用以及平衡頭的類型,可將P7WB與單主軸和多主軸磨床一起使用,其它具有以下功能:自動平衡一個或兩個砂輪(**)平衡兩個平面可單獨完成或者采用平衡頭實現預先平衡光譜分析失衡(FFT)可給P7WB裝配聲傳感器以監控振動。在此情況中,系統將電機平衡以及聲傳感器生成的數據分析所需的監控與電子控制功能結合起來,以優化磨削與修整階段。如果連接到聲傳感器,則P7WB可自動獲取聲信號,分析并將此信號與程控噪聲閾值比較,以改善生產流程。操作員可通過確定噪聲閾值而進行碰撞檢查(撞碎)和氣隙檢查(間隙):P7WB系統是由一個標準件卡構成,其將協調并管理聲功能卡,并協調機床邏輯與操作員界面(MHIS)之間的通信模式。P7WB的功能特征體現在與機床控制完整集成的現場總線(Profibus與InterbusS)與串行連接。江西數控機床測量儀產品資料
- 福建線光譜共焦傳感器廠家 2025-12-22
- 江西3D 視覺測量傳感器測量范圍 2025-12-22
- 上海光譜共焦傳感器應用案例 2025-12-22
- 河北2D 測量傳感器解決方案 2025-12-20
- 吉林馬波斯傳感器原理 2025-12-20
- 吉林光譜共焦視覺檢測傳感器解決方案 2025-12-20
- 山西Marposs 傳感器品牌 2025-12-20
- 內蒙古非接觸式傳感器價格 2025-12-20
- 浙江光譜共焦視覺檢測傳感器技術 2025-12-20
- 上海點光譜共焦傳感器精度 2025-12-20
- 崇明區辦公用釹鐵硼操作 2025-12-22
- 小型智能語音助手內容 2025-12-22
- 廣東工業六軸發展 2025-12-22
- 無錫單孔膜曝氣器商家 2025-12-22
- 南通比較好的光學鏡頭規格尺寸 2025-12-22
- 成都別墅中央空調智能控制智能化設計 2025-12-22
- 合肥多頭涂覆機公司 2025-12-22
- 浦東新區PCB板誠信合作 2025-12-22
- 陜西真空泵服務 2025-12-22
- 江蘇靜音型油浸電機源頭廠家 2025-12-22