山西源力循壞水除氯設備
SWRO工藝產生的濃鹽水Cl?濃度達35g/L,直接排放會危害海洋生態。某項目采用"電滲析-分質結晶"技術:先用選擇性陰膜(如ACS)分離Cl?/SO?2?,Cl?濃縮至80g/L后進入電解槽生產NaOH和Cl?;剩余Na?SO?溶液蒸發結晶純度達99.9%。系統能耗14kWh/m3,但副產品年收益¥600萬(規模10萬m3/d)。抗污染膜需每月用0.5%EDTA-Na?清洗,電流效率隨運行時間從85%降至65%。
鋅冶煉過程中Cl?(來自鋅精礦)在高溫下生成ZnCl?(沸點732℃),腐蝕換熱器管壁。某冶煉廠在煙氣洗滌塔前增設Na?CO?噴霧系統(150℃),使Cl?以NaCl形式固定,腐蝕速率從1.2mm/a降至0.05mm/a。關鍵參數為氣液比3000:1、Na?CO?過量系數1.5,投資回報期8個月。同步監測Cl?需采用高溫離子色譜(檢測限0.1ppm),傳統冷阱法誤差達±15%。 脈沖電解可減少副產物生成。山西源力循壞水除氯設備

某電鍍園區廢水含Cl? 6000mg/L(主要來自HCl酸洗),采用"鐵碳微電解-混凝-蒸發結晶"組合工藝:微電解階段Fe?+H?+Cl?→FeCl?+H?↑,Cl?去除率35%;投加PAC(200mg/L)后通過Al??O?(OH)????絡合吸附,總去除率提升至65%;之后MVR蒸發器將Cl?濃縮至120g/L結晶為NaCl副產品。系統總投資¥1200萬,處理成本¥85/噸,較傳統離子交換法降低40%。運行難點是Fe2?氧化生成的Fe(OH)?會包裹鐵碳填料,需每月高壓水槍反沖洗。河南工業除氯除硬系統氯離子干擾緩蝕劑效果,增加用量。
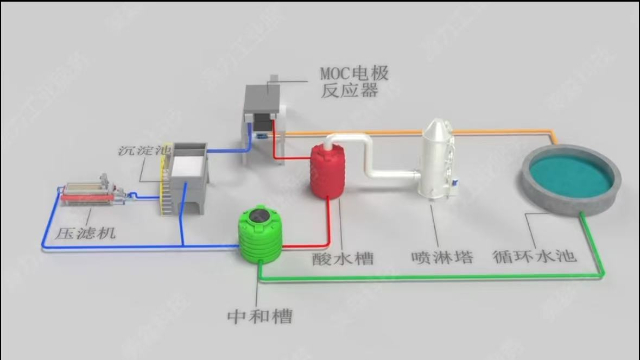
源力循環水同步除氯除硬系統,采用前沿電化學技術,搭配自主研發的MOC高效電極與復合結構設計,以酸堿分離的方式同步去除循環水中的氯離子和鈣鎂離子,將循環水濃縮倍數提升至10倍以上,大幅減少排污量和補水量,取代藥劑法和低效電化學除垢工藝。
同步除氯除硬:防腐、除硬、殺菌一體技術,告別藥劑法及傳統低效電化學法。運行成本低:運行能耗是傳統陰極除垢的十分之一。除垢效率高:水體析出方式除垢,比傳統陰極除垢更方便高效。
工業循環水中的氯離子主要來源于補充水、工藝泄漏以及水處理藥劑。當Cl?濃度超過300mg/L時,會明顯加速碳鋼設備的點蝕速率(>0.5mm/a),尤其在不銹鋼系統中可能引發應力腐蝕開裂(SCC)。某石化企業數據顯示,循環水Cl?從200mg/L升至500mg/L時,換熱器的對應更換頻率增加3倍。氯離子還會與緩蝕劑競爭吸附在金屬表面,導致緩蝕效率下降40%以上。此外,高氯環境會促進微生物滋生,形成生物膜下腐蝕(MIC),造成設備穿孔風險。氯離子使鍋爐蒸汽品質惡化。

循環水中的氯離子(Cl?)會破壞碳鋼表面的鈍化膜,引發局部腐蝕。當Cl?濃度超過300mg/L時,其半徑小(0.181nm)的特性使其易穿透氧化膜缺陷處,與Fe2?形成可溶性FeCl?,加速金屬溶解。某石化企業數據顯示,Cl?從200mg/L升至500mg/L時,碳鋼換熱管腐蝕速率從0.1mm/a增至0.8mm/a,設備壽命縮短60%。這種點蝕具有隱蔽性,往往在設備表面出現微小孔洞后才被發現,造成突發性泄漏事故。
氯離子是誘發奧氏體不銹鋼SCC的主要因素。當Cl?>200mg/L且溫度>60℃時,304不銹鋼在拉應力作用下會產生穿晶裂紋。某核電廠曾因循環水Cl?超標(350mg/L)導致冷凝器管束大規模開裂,單次更換費用達¥1200萬。更嚴重的是,SCC裂紋擴展速度快(可達10mm/月),且常規檢測難以發現,極易引發災難性事故。 化學沉淀法成本高,適合高濃度氯廢水。甘肅海水淡化除氯需求
氯酸鹽副產物有毒,需額外處理。山西源力循壞水除氯設備
提高循環水濃縮倍數是節水關鍵,但Cl?的積累會制約這一措施。某化工廠原設計濃縮倍數5倍,因Cl?超標(>800mg/L)被迫降至3倍,年補水量增加50萬噸(成本¥75萬)。必須在節水與防腐之間尋找平衡點。
中水回用、海水淡化等節水措施會引入大量Cl?。某濱海電廠采用海水淡化水作補充水,使循環水Cl?達650mg/L,所有碳鋼設備需更換為鈦合金,總投資增加¥1.2億。不解決除氯問題,非常規水源難以大規模應用。
系統停用時,局部Cl?可能濃縮至正常值的10倍。某化工廠檢修后發現,碳鋼管線低點處Cl?濃度達5000mg/L,造成深度點蝕(>3mm)。必須采用氮氣密封+干燥劑保護,單次停機成本增加¥20萬。 山西源力循壞水除氯設備
- 新疆污水循環水處理去除氨氮 2025-12-21
- 上海循環水除氯除硬系統廠家 2025-12-21
- 浙江工業循環水除硬系統 2025-12-21
- 湖南化工循環水同步除氯除硬系統廠家 2025-12-21
- 化工循環水軟化水廠家 2025-12-20
- 湖北零排放循環水除硬度廠家 2025-12-20
- 江蘇零排放循環水除氯系統價格 2025-12-20
- 化工循環水除氯系統價格 2025-12-20
- 浙江零排放循環水除氯除硬系統 2025-12-20
- 浙江零排放循環水除氯系統 2025-12-20
- 長寧區本地自動清洗系統銷售公司 2025-12-21
- 楊浦區污水處理設備品牌 2025-12-21
- 上海新型節能雙碳數字化解決方案銷售電話 2025-12-21
- 虎丘區去離子水處理 2025-12-21
- 鹽城本地輸送帶客服電話 2025-12-21
- 上海附近泵配件批發廠家 2025-12-21
- 浦東新區污泥處理裝備技術指導 2025-12-21
- 杭州氧化鋁拋光磨料生產商 2025-12-21
- 上海血漿分離中空纖維膜采購 2025-12-21
- 電力智慧運維平臺供應 2025-12-21