-
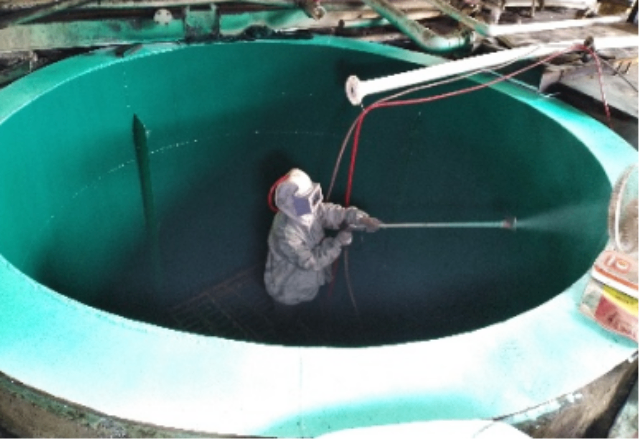
 畢節(jié)環(huán)保選礦設(shè)備耐磨保護檢測
畢節(jié)環(huán)保選礦設(shè)備耐磨保護檢測選礦設(shè)備耐磨保護的材料基因組工程正引發(fā)技術(shù)革新。通過高通量計算(密度泛函理論DFT結(jié)合CALPHAD方法)篩選出的Fe-Cr-Mo-Ni-Ti-B高熵合金體系,經(jīng)真空感應(yīng)熔煉(熔煉溫度1600℃±10℃)后,其硬度(HV1250)與斷裂韌性(KIC=15MPa·m1/2)的乘積(即韌硬積)達18.7×103MPa·m1/2,遠超傳統(tǒng)高鉻鑄鐵(8.5×103MPa·m1/2)。在銅礦半自磨機襯板應(yīng)用中,該材料使磨損率降至1.8×10??mm3/N·m,且沖擊載荷下的裂紋擴展路徑呈現(xiàn)分形特征(分形維數(shù)1.63),有效延緩了疲勞失效。同步輻射X射線斷層掃描顯示,其多尺度析出相(尺寸50nm-2μm)...
2025-09-17 -
 重慶環(huán)保選礦設(shè)備耐磨保護
重慶環(huán)保選礦設(shè)備耐磨保護選礦設(shè)備耐磨保護的**在于材料技術(shù)的創(chuàng)新與應(yīng)用。金屬基耐磨材料是傳統(tǒng)選礦設(shè)備的主要防護手段,其中高錳鋼(Mn13系列)憑借其獨特的加工硬化特性,在顎式破碎機顎板等高沖擊工況中表現(xiàn)優(yōu)異,表面硬度可從初始HRC提升至45以上;耐磨合金鋼(Cr-Mo-V系列)通過碳化物強化相使硬度達HRC____,適用于反擊式破碎機板錘等部件,壽命可達高錳鋼的2-3倍;高鉻鑄鐵(Cr15-Cr30)硬度高達HRC____,耐磨性為高錳鋼的3-5倍,但需避免沖擊工況。高分子復(fù)合材料技術(shù)近年取得突破,如通過剛性官能團改性環(huán)氧樹脂提升玻璃化轉(zhuǎn)變溫度,結(jié)合金屬骨料增強耐磨性,形成1-3mm厚防護涂層,兼具抗沖擊(超細金屬填...
2025-09-17 -
 貴陽高效選礦設(shè)備耐磨保護推薦廠家
貴陽高效選礦設(shè)備耐磨保護推薦廠家耐磨材料的選擇直接影響防護效果,需綜合考慮耐磨性、耐腐蝕性及施工便利性。橡膠類材料因其造價低、形變能力高,成為礦漿輸送管道和泵殼的優(yōu)先,其使用壽命可達傳統(tǒng)金屬材料的2-3倍。高分子復(fù)合材料則適用于高腐蝕環(huán)境,如化工反應(yīng)釜內(nèi)襯,能抵御強酸強堿侵蝕。實際數(shù)據(jù)顯示,采用新型耐磨襯板的半自磨機使用壽命從8個月延長至14個月,篩板更換周期從4個月提升至9個月,抗撕裂性能提高120%。這種性能提升不僅減少了備件更換頻率,還降低了因設(shè)備故障導(dǎo)致的生產(chǎn)中斷風險,為選礦流程的連續(xù)性和穩(wěn)定性提供了保障。納米晶碳化鎢涂層通過磁場輔助沉積制備,摩擦系數(shù)降至0.12,特別適用于高硅礦石工況。貴陽高效選礦設(shè)備耐磨保護推薦...
2025-09-17 -
 防水選礦設(shè)備耐磨保護條件
防水選礦設(shè)備耐磨保護條件在磨礦設(shè)備耐磨防護方面,公司開發(fā)了系列化解決方案。球磨機端蓋襯板采用模塊化高鉻鑄鐵鑲嵌結(jié)構(gòu),通過燕尾槽定位配合環(huán)氧樹脂灌縫,使襯板更換時間從8小時縮短至2小時,在磷礦磨礦作業(yè)中實測噸礦襯板消耗量降低至0.15kg/t。棒磨機筒體襯板創(chuàng)新應(yīng)用了橡膠-鋼背復(fù)合結(jié)構(gòu),采用預(yù)硫化工藝使橡膠層與鋼板的剝離強度≥12kN/m,在鐵礦磨礦中實現(xiàn)降噪20dB、節(jié)能15%的***效果。特別需要注意的是,在處理高硬度礦石時,需定期檢查橡膠襯板的邵氏硬度,當硬度值超過85度時應(yīng)及時更換,避免因橡膠硬化失去緩沖作用導(dǎo)致金屬襯板直接磨損。公司建立的在線監(jiān)測系統(tǒng)可實時采集磨礦設(shè)備的振動、溫度等參數(shù),通過大數(shù)據(jù)分析預(yù)測襯板...
2025-09-17 -
 安順化工選礦設(shè)備耐磨保護用途
安順化工選礦設(shè)備耐磨保護用途工程應(yīng)用實踐表明,耐磨技術(shù)的系統(tǒng)化集成能***提升選礦設(shè)備綜合效能。半自磨機采用模塊化耐磨襯板系統(tǒng)后,通過差異化防護設(shè)計使筒體襯板壽命達14個月,而進料端特殊設(shè)計的陶瓷-金屬復(fù)合襯板可承受10J/cm2的沖擊能量。水力旋流器內(nèi)襯的碳化硅陶瓷采用蜂窩結(jié)構(gòu)設(shè)計,在保持HV2200硬度的前提下,將脆性斷裂風險降低60%,特別適用于含石英砂的高硬度礦漿處理。在極端腐蝕-磨損復(fù)合工況下,新型Fe基非晶合金涂層展現(xiàn)出獨特優(yōu)勢,其自鈍化特性使腐蝕速率降至0.001mm/a以下,同時保持HRC58的耐磨性能。某銅礦選廠應(yīng)用表明,采用多材料協(xié)同防護體系后,渣漿泵過流部件壽命從600小時提升至5000小時,年維護...
2025-09-17 -
 遵義選礦設(shè)備耐磨保護裂隙滲透測試
遵義選礦設(shè)備耐磨保護裂隙滲透測試旋流器內(nèi)襯的ULC防護需解決高速礦漿(流速15-25m/s)的沖蝕磨損問題。采用反應(yīng)等離子噴涂(RPS)制備的TiC-FeAl金屬間化合物涂層展現(xiàn)出獨特優(yōu)勢:① 微米級蜂窩結(jié)構(gòu)(孔徑20-50μm)可耗散流體動能;② 納米TiC顆粒(20-30nm)鑲嵌于FeAl基體,使沖蝕率(ASTM G76標準)降至1.2×10??g/g;③ FeAl相高溫氧化生成的α-Al2O3膜(厚度100-150nm)賦予優(yōu)異耐酸堿性能(pH耐受范圍1-13)。某鐵礦選廠數(shù)據(jù)顯示,ULC涂層旋流器在處理磁鐵礦(密度5.2g/cm3)時,使用壽命達14個月,較聚氨酯襯里延長60%,且可承受-40℃至120℃的溫度驟變...
2025-09-17 -
安順本地選礦設(shè)備耐磨保護廠家電話
失效預(yù)測與再生技術(shù)的融合推動可持續(xù)發(fā)展。基于深度學習的磨損圖像分析系統(tǒng)(ResNet-50架構(gòu),訓練數(shù)據(jù)集含50萬張磨損形貌圖)可實時識別6類典型失效模式(準確率94%),并預(yù)測剩余壽命(誤差±8%)。在襯板再生領(lǐng)域,等離子轉(zhuǎn)移弧堆焊(電流280A,送絲速度4m/min)結(jié)合原位合金化技術(shù)(添加TiC+VC混合粉末),使廢舊襯板修復(fù)后的性能達到新件的92%,而成本*為新制件的35%。生命周期評估(LCA)顯示,該技術(shù)使選礦設(shè)備碳足跡降低28%,符合歐盟《循環(huán)經(jīng)濟行動計劃》的剛性要求。某示范項目已實現(xiàn)92%的襯板材料循環(huán)利用率,年減少固廢1.2萬噸。激光誘導(dǎo)石墨烯涂層使浮選槽電極壽命延長至800...
2025-09-16 -
 高效選礦設(shè)備耐磨保護概念
高效選礦設(shè)備耐磨保護概念表面工程與潤滑技術(shù)的協(xié)同優(yōu)化開辟了新路徑。針對球磨機鋼球-襯板摩擦副,開發(fā)的微納織構(gòu)化表面(凹坑直徑20-100μm,深徑比0.3)結(jié)合納米潤滑添加劑(WS?@C核殼結(jié)構(gòu),粒徑80nm),使干摩擦系數(shù)從0.65降至0.22。通過分子動力學模擬揭示,該體系在接觸界面形成了5-8nm厚的剪切誘導(dǎo)有序?qū)樱羟袕姸?1.2GPa。某鐵礦工業(yè)試驗表明,這種協(xié)同防護使鋼球消耗量減少41%,年節(jié)電達290萬度。特別設(shè)計的pH響應(yīng)型潤滑劑(臨界pH=4.5)可在酸性礦漿中自動釋放緩蝕組分(Ce3?離子),使腐蝕磨損率同步降低67%。基于深度學習的磨損圖像分析系統(tǒng),能自動識別6類磨損形態(tài)并推薦防護方案。高效選礦...
2025-09-16 -
 化工選礦設(shè)備耐磨保護代理商
化工選礦設(shè)備耐磨保護代理商在技術(shù)層面,選礦設(shè)備耐磨保護的方法多樣,包括噴涂工藝、復(fù)合襯板技術(shù)和快速固化修復(fù)材料等。氣動力噴涂技術(shù)通過機械化施工將耐磨材料均勻覆蓋在設(shè)備表面,形成1-3mm的防護層,兼具防粘和抗?jié)B特性,適用于料倉、管道等復(fù)雜結(jié)構(gòu)。而快固高抗沖擊耐磨防護劑則能在4小時內(nèi)完成修復(fù),適用于緊急工況,其橡膠增韌聚合物材質(zhì)可承受礦石直接沖擊而不碎裂。此外,不定形耐磨防粘黏技術(shù)通過摻雜金屬骨料提升環(huán)氧樹脂的耐磨性,結(jié)合剛性官能團改良,使涂層在高溫、高濕環(huán)境中保持穩(wěn)定。這些技術(shù)的綜合應(yīng)用可根據(jù)設(shè)備類型和工況靈活選擇,實現(xiàn)針對性防護。量子點熒光標記技術(shù)實現(xiàn)磨損顆粒成分在線分析,響應(yīng)時間
2025-09-16 -
六盤水什么是選礦設(shè)備耐磨保護日常維護需要注意什么
實際應(yīng)用中,耐磨橡膠因其彈性與耐磨復(fù)合特性成為球磨機襯板、振動篩篩網(wǎng)的優(yōu)先,可吸收80%以上沖擊能量,延長設(shè)備壽命30%-50%。半自磨機殼體修復(fù)案例顯示,快固型橡膠增韌聚合物材料能在4小時內(nèi)完成功能性固化,立面施工無流掛,抗沖擊性能使修復(fù)部位在礦石直接沖擊下保持穩(wěn)定,較傳統(tǒng)焊接修復(fù)縮短停機時間60%以上。銅鉬礦選礦中的復(fù)合磨損問題(磨蝕、沖擊、腐蝕)需針對性解決方案:破碎機采用梯度耐磨合金襯板,表層為Cr30高鉻鑄鐵(硬度HRC62),過渡層為Cr-Mo-V合金鋼(HRC55),基體為低碳鋼保障整體韌性;渣漿泵過流部件應(yīng)用碳化硅陶瓷-橡膠復(fù)合襯里,耐腐蝕同時降低流阻20%。基于深度學習的磨損...
2025-09-16 -
 貴陽化工選礦設(shè)備耐磨保護國家標準
貴陽化工選礦設(shè)備耐磨保護國家標準選礦設(shè)備耐磨保護的技術(shù)創(chuàng)新正從單一材料性能提升轉(zhuǎn)向系統(tǒng)化解決方案。超音速火焰噴涂(HVOF)技術(shù)的***進展使碳化鎢-鈷(WC-12Co)涂層孔隙率降至0.5%以下,結(jié)合后處理的激光重熔工藝,涂層結(jié)合強度突破80MPa,在Φ5m球磨機襯板應(yīng)用中實現(xiàn)18個月連續(xù)運轉(zhuǎn)無失效。磨損機理研究揭示,多相流中固體顆粒的二次碰撞效應(yīng)導(dǎo)致傳統(tǒng)防護失效,據(jù)此開發(fā)的非對稱螺旋襯板設(shè)計使礦漿流速分布優(yōu)化,局部磨損速率降低47%。值得關(guān)注的是,基于機器學習的材料推薦系統(tǒng)已投入應(yīng)用,通過輸入礦石SiO?含量(12-28%)、粒徑分布(0.1-5mm)等17項參數(shù),可自動生成比較好防護方案,使選廠耐磨件采購成本降低35%...
2025-09-16 -
畢節(jié)本地選礦設(shè)備耐磨保護如何驗證是原廠產(chǎn)品
在輸送系統(tǒng)耐磨防護方面,螺旋分級機葉片采用堆焊碳化鎢顆粒(WC含量30%-35%)的強化方案,通過等離子轉(zhuǎn)移弧焊(PTA)工藝使表面硬度達到HRC62-65,在赤鐵礦選礦廠的應(yīng)用中使葉片更換周期從3個月延長至18個月。旋流器內(nèi)襯則應(yīng)用了氧化鋁陶瓷貼片技術(shù),采用模塊化設(shè)計便于局部更換,96%氧化鋁含量的陶瓷片耐磨性是聚氨酯材料的8-10倍,能承受礦漿流速達12m/s的沖刷。值得注意的是,在含硅量高的礦石處理中,需特別關(guān)注陶瓷襯里的抗熱震性能,避免因溫度驟變導(dǎo)致龜裂脫落。公司開發(fā)的梯度陶瓷襯里通過引入氧化鋯過渡層,使熱震循環(huán)次數(shù)從50次提升至300次以上。AI磨損預(yù)測系統(tǒng)通過振動頻譜分析,提前20...
2025-09-16 -
 貴陽高效選礦設(shè)備耐磨保護日常維護需要注意什么
貴陽高效選礦設(shè)備耐磨保護日常維護需要注意什么工程應(yīng)用實踐表明,耐磨技術(shù)的系統(tǒng)化集成能***提升選礦設(shè)備綜合效能。半自磨機采用模塊化耐磨襯板系統(tǒng)后,通過差異化防護設(shè)計使筒體襯板壽命達14個月,而進料端特殊設(shè)計的陶瓷-金屬復(fù)合襯板可承受10J/cm2的沖擊能量。水力旋流器內(nèi)襯的碳化硅陶瓷采用蜂窩結(jié)構(gòu)設(shè)計,在保持HV2200硬度的前提下,將脆性斷裂風險降低60%,特別適用于含石英砂的高硬度礦漿處理。在極端腐蝕-磨損復(fù)合工況下,新型Fe基非晶合金涂層展現(xiàn)出獨特優(yōu)勢,其自鈍化特性使腐蝕速率降至0.001mm/a以下,同時保持HRC58的耐磨性能。某銅礦選廠應(yīng)用表明,采用多材料協(xié)同防護體系后,渣漿泵過流部件壽命從600小時提升至5000小時,年維護...
2025-09-16 -
 貴州化工選礦設(shè)備耐磨保護主要作用
貴州化工選礦設(shè)備耐磨保護主要作用表面工程與潤滑技術(shù)的協(xié)同優(yōu)化開辟了新路徑。針對球磨機鋼球-襯板摩擦副,開發(fā)的微納織構(gòu)化表面(凹坑直徑20-100μm,深徑比0.3)結(jié)合納米潤滑添加劑(WS?@C核殼結(jié)構(gòu),粒徑80nm),使干摩擦系數(shù)從0.65降至0.22。通過分子動力學模擬揭示,該體系在接觸界面形成了5-8nm厚的剪切誘導(dǎo)有序?qū)樱羟袕姸?1.2GPa。某鐵礦工業(yè)試驗表明,這種協(xié)同防護使鋼球消耗量減少41%,年節(jié)電達290萬度。特別設(shè)計的pH響應(yīng)型潤滑劑(臨界pH=4.5)可在酸性礦漿中自動釋放緩蝕組分(Ce3?離子),使腐蝕磨損率同步降低67%。納米晶碳化鎢涂層通過磁場輔助沉積制備,摩擦系數(shù)降至0.12,特別適用于高硅礦石...
2025-09-16 -
貴陽環(huán)保選礦設(shè)備耐磨保護日常維護需要注意什么
耐磨保護的經(jīng)濟性優(yōu)化推動行業(yè)變革。基于全生命周期成本(LCC)模型的涂層選型系統(tǒng),通過量化分析設(shè)備停機損失、維護成本與涂層初始投入(計算精度±5%),使選礦廠綜合成本降低22%。在智能運維領(lǐng)域,基于振動信號(采樣頻率20kHz)與涂層厚度監(jiān)測(精度±10μm)的融合診斷技術(shù),可提前140小時預(yù)測襯板失效,故障預(yù)警準確率達92%。某鐵礦選廠應(yīng)用顯示,該技術(shù)使球磨機年有效運行時間增加650小時,噸礦維護成本下降1.8元。環(huán)保型水基噴涂材料的推廣(VOC排放<50mg/m3)進一步契合綠色礦山建設(shè)需求,其耐磨性能與溶劑型材料相當(磨損率差異<3%),但處理成本降低40%。這些創(chuàng)新正系統(tǒng)性重塑選礦設(shè)備...
2025-09-16 -
貴州高效選礦設(shè)備耐磨保護國家標準
該涂層的**性突破在于其自適應(yīng)磨損補償機制,當表面磨損深度達到0.3mm時,活性組分會自動遷移形成新的防護層。在pH值0.1-14的極端工況下,其納米晶界鈍化技術(shù)可將腐蝕速率控制在0.005mm/年以下。特別開發(fā)的多功能版本集成了導(dǎo)電(10-6Ω·cm)、抗靜電(10-9Ω·cm)和電磁屏蔽(60dB)三重特性,完美解決復(fù)雜礦產(chǎn)的分離難題。在澳大利亞某稀土礦的工業(yè)化應(yīng)用中,涂覆該材料的磁選機滾筒經(jīng)受住15000小時連續(xù)運轉(zhuǎn)考驗,磨損量*為傳統(tǒng)碳化鎢涂層的1/120,年維護成本降低300萬元。冷噴涂Fe基非晶合金涂層孔隙率
2025-09-15 -
貴州選礦設(shè)備耐磨保護概念
耐磨保護與設(shè)備能效的協(xié)同優(yōu)化成為技術(shù)新范式。基于計算流體動力學(CFD)與離散元耦合仿真(DEM-CFD),發(fā)現(xiàn)傳統(tǒng)平滑襯板導(dǎo)致球磨機內(nèi)30%能量消耗于無效渦流。創(chuàng)新的波紋形耐磨襯板(波高15mm,波長60mm)通過誘導(dǎo)層流化使研磨效率提升22%,同時襯板磨損量降低37%。能譜分析表明,這種結(jié)構(gòu)促使磨球形成更緊密的卡斯提爾堆積(空隙率從42%降至29%),有效能量傳遞比例從58%提高到73%。在智能調(diào)節(jié)領(lǐng)域,開發(fā)的磁流變耐磨材料(羰基鐵粉體積分數(shù)20%)可通過外磁場(0-1T)實時調(diào)節(jié)表面硬度(HV800-1400可調(diào)),以適應(yīng)不同礦石硬度(普氏系數(shù)f=4-16),某金礦應(yīng)用顯示其綜合能耗降低...
2025-09-15 -
 貴陽化工選礦設(shè)備耐磨保護代理商
貴陽化工選礦設(shè)備耐磨保護代理商選礦設(shè)備耐磨保護的技術(shù)發(fā)展正呈現(xiàn)材料復(fù)合化與工藝智能化的雙重突破。在材料復(fù)合方面,***研發(fā)的梯度功能材料通過3D打印技術(shù)實現(xiàn)微觀結(jié)構(gòu)可控,如采用選區(qū)激光熔化(SLM)工藝制備的Fe-Cr-Mo-W-V多主元合金,其表層硬度可達HRC65而芯部保持HRC35的韌性,使圓錐破碎機動錐襯板在承受200MPa沖擊載荷時兼具抗裂性和耐磨性。智能耐磨涂層技術(shù)取得***進展,基于物聯(lián)網(wǎng)的在線監(jiān)測系統(tǒng)可實時采集涂層磨損數(shù)據(jù),當厚度損耗達預(yù)警閾值時自動觸發(fā)修復(fù)程序,某鐵礦球磨機應(yīng)用該技術(shù)后維護周期延長至傳統(tǒng)方法的4倍。特別值得注意的是,仿生學原理在耐磨設(shè)計中的應(yīng)用日益深入,借鑒貝殼珍珠層"磚-泥"結(jié)構(gòu)的陶瓷-...
2025-09-15 -
四川高效選礦設(shè)備耐磨保護井下儲存條件
耐磨保護的經(jīng)濟性優(yōu)化推動行業(yè)變革。基于全生命周期成本(LCC)模型的涂層選型系統(tǒng),通過量化分析設(shè)備停機損失、維護成本與涂層初始投入(計算精度±5%),使選礦廠綜合成本降低22%。在智能運維領(lǐng)域,基于振動信號(采樣頻率20kHz)與涂層厚度監(jiān)測(精度±10μm)的融合診斷技術(shù),可提前140小時預(yù)測襯板失效,故障預(yù)警準確率達92%。某鐵礦選廠應(yīng)用顯示,該技術(shù)使球磨機年有效運行時間增加650小時,噸礦維護成本下降1.8元。環(huán)保型水基噴涂材料的推廣(VOC排放<50mg/m3)進一步契合綠色礦山建設(shè)需求,其耐磨性能與溶劑型材料相當(磨損率差異<3%),但處理成本降低40%。這些創(chuàng)新正系統(tǒng)性重塑選礦設(shè)備...
2025-09-15 -
河南選礦設(shè)備耐磨保護試驗
該涂層的**性突破在于其多尺度增強體系,通過碳納米管垂直陣列與石墨烯片層的協(xié)同作用,使沖擊韌性達到285kJ/m2。特別開發(fā)的抗氣蝕版本在30m/s礦漿流速下,年侵蝕深度控制在0.05mm以內(nèi)。在鋰輝石浮選機應(yīng)用中,其**的"軟硬漸變"界面設(shè)計使設(shè)備振動噪音降低40%,同時疲勞壽命延長至8000小時。經(jīng)濟性評估顯示,采用該技術(shù)可使選礦廠耐磨件庫存減少80%,設(shè)備綜合運轉(zhuǎn)率提升至98.5%,單條生產(chǎn)線年增效超過2000萬元。 第三代智能ULC涂層集成了微型傳感器網(wǎng)絡(luò),通過機器學習算法可預(yù)測剩余使用壽命,準確度達95%。環(huán)保型水性配方通過歐盟EC1907/2006認證,施工過程實現(xiàn)零有害...
2025-09-15 -
河南本地選礦設(shè)備耐磨保護抗壓強度
該涂層的**性突破在于其多尺度增強體系,通過碳納米管垂直陣列與石墨烯片層的協(xié)同作用,使沖擊韌性達到285kJ/m2。特別開發(fā)的抗氣蝕版本在30m/s礦漿流速下,年侵蝕深度控制在0.05mm以內(nèi)。在鋰輝石浮選機應(yīng)用中,其**的"軟硬漸變"界面設(shè)計使設(shè)備振動噪音降低40%,同時疲勞壽命延長至8000小時。經(jīng)濟性評估顯示,采用該技術(shù)可使選礦廠耐磨件庫存減少80%,設(shè)備綜合運轉(zhuǎn)率提升至98.5%,單條生產(chǎn)線年增效超過2000萬元。 第三代智能ULC涂層集成了微型傳感器網(wǎng)絡(luò),通過機器學習算法可預(yù)測剩余使用壽命,準確度達95%。環(huán)保型水性配方通過歐盟EC1907/2006認證,施工過程實現(xiàn)零有害...
2025-09-15 -
 河南本地選礦設(shè)備耐磨保護檢測
河南本地選礦設(shè)備耐磨保護檢測選礦設(shè)備耐磨保護是礦山生產(chǎn)高效運行的保障,貴州祥潤環(huán)保科技有限公司在破碎系統(tǒng)耐磨防護領(lǐng)域擁有多項創(chuàng)新成果。針對顎式破碎機動顎襯板磨損難題,公司研發(fā)的梯度復(fù)合襯板采用表面激光熔覆技術(shù),在Q235基材上制備厚度3mm的Fe基合金熔覆層,顯微硬度達HRC58-62,在貴州鋁土礦的連續(xù)運行測試中,使用壽命較傳統(tǒng)高錳鋼襯板提升5.7倍。對于圓錐破碎機軋臼壁,創(chuàng)新性地應(yīng)用了消失模真空負壓鑄造工藝,使高鉻鑄鐵(Cr28)的組織致密度提升至99.2%以上,配合水冷金屬型激冷技術(shù),使鑄件碳化物尺寸控制在5μm以下,在銅礦破碎作業(yè)中實現(xiàn)單件處理礦石量突破8萬噸的技術(shù)指標。日常維護需重點關(guān)注襯板螺栓預(yù)緊力的動態(tài)監(jiān)測...
2025-09-15 -
河南本地選礦設(shè)備耐磨保護裂隙滲透測試
未來技術(shù)演進將圍繞綠色制造與數(shù)字孿生技術(shù)展開深度創(chuàng)新。環(huán)保型耐磨材料研發(fā)取得重要突破,生物基聚氨酯彈性體通過分子鏈設(shè)計實現(xiàn)90%生物碳含量,其耐磨指數(shù)達傳統(tǒng)橡膠的3倍且可完全降解。數(shù)字孿生技術(shù)在耐磨防護中的應(yīng)用日趨成熟,通過建立設(shè)備磨損預(yù)測模型,可精確模擬不同材料組合在特定礦石特性下的磨損規(guī)律,使防護方案設(shè)計周期縮短80%。行業(yè)數(shù)據(jù)顯示,2026年智能耐磨系統(tǒng)市場規(guī)模將突破50億美元,其中嵌入式傳感器市場規(guī)模年增長率達28%。值得關(guān)注的是,自修復(fù)材料技術(shù)從實驗室走向工程應(yīng)用,含微膠囊化修復(fù)劑的環(huán)氧樹脂基復(fù)合材料可在磨損部位自動釋放修復(fù)物質(zhì),使局部硬度恢復(fù)至初始值的85%以上。這些技術(shù)突破不僅重...
2025-09-12 -
安順化工選礦設(shè)備耐磨保護應(yīng)用案例
失效預(yù)測與再生技術(shù)的融合推動可持續(xù)發(fā)展。基于深度學習的磨損圖像分析系統(tǒng)(ResNet-50架構(gòu),訓練數(shù)據(jù)集含50萬張磨損形貌圖)可實時識別6類典型失效模式(準確率94%),并預(yù)測剩余壽命(誤差±8%)。在襯板再生領(lǐng)域,等離子轉(zhuǎn)移弧堆焊(電流280A,送絲速度4m/min)結(jié)合原位合金化技術(shù)(添加TiC+VC混合粉末),使廢舊襯板修復(fù)后的性能達到新件的92%,而成本*為新制件的35%。生命周期評估(LCA)顯示,該技術(shù)使選礦設(shè)備碳足跡降低28%,符合歐盟《循環(huán)經(jīng)濟行動計劃》的剛性要求。某示范項目已實現(xiàn)92%的襯板材料循環(huán)利用率,年減少固廢1.2萬噸。冷噴涂Fe基非晶合金在沖擊載荷下耐磨性為高鉻鋼...
2025-09-12 -
四川本地選礦設(shè)備耐磨保護
旋流器內(nèi)襯的ULC防護需解決高速礦漿(流速15-25m/s)的沖蝕磨損問題。采用反應(yīng)等離子噴涂(RPS)制備的TiC-FeAl金屬間化合物涂層展現(xiàn)出獨特優(yōu)勢:① 微米級蜂窩結(jié)構(gòu)(孔徑20-50μm)可耗散流體動能;② 納米TiC顆粒(20-30nm)鑲嵌于FeAl基體,使沖蝕率(ASTM G76標準)降至1.2×10??g/g;③ FeAl相高溫氧化生成的α-Al2O3膜(厚度100-150nm)賦予優(yōu)異耐酸堿性能(pH耐受范圍1-13)。某鐵礦選廠數(shù)據(jù)顯示,ULC涂層旋流器在處理磁鐵礦(密度5.2g/cm3)時,使用壽命達14個月,較聚氨酯襯里延長60%,且可承受-40℃至120℃的溫度驟變...
2025-09-12 -
 六盤水環(huán)保選礦設(shè)備耐磨保護廠家直銷價格
六盤水環(huán)保選礦設(shè)備耐磨保護廠家直銷價格失效預(yù)測與再生技術(shù)的融合推動可持續(xù)發(fā)展。基于深度學習的磨損圖像分析系統(tǒng)(ResNet-50架構(gòu),訓練數(shù)據(jù)集含50萬張磨損形貌圖)可實時識別6類典型失效模式(準確率94%),并預(yù)測剩余壽命(誤差±8%)。在襯板再生領(lǐng)域,等離子轉(zhuǎn)移弧堆焊(電流280A,送絲速度4m/min)結(jié)合原位合金化技術(shù)(添加TiC+VC混合粉末),使廢舊襯板修復(fù)后的性能達到新件的92%,而成本*為新制件的35%。生命周期評估(LCA)顯示,該技術(shù)使選礦設(shè)備碳足跡降低28%,符合歐盟《循環(huán)經(jīng)濟行動計劃》的剛性要求。某示范項目已實現(xiàn)92%的襯板材料循環(huán)利用率,年減少固廢1.2萬噸。激光誘導(dǎo)石墨烯涂層使浮選槽電極壽命延長至800...
2025-09-12 -
遵義本地選礦設(shè)備耐磨保護正常使用壽命是多久
工程應(yīng)用領(lǐng)域,智能耐磨系統(tǒng)開始改變傳統(tǒng)被動防護模式。某鐵礦選廠在Φ5.5×8.5m球磨機安裝的在線磨損監(jiān)測系統(tǒng),通過嵌入式FBG光纖傳感器網(wǎng)絡(luò)實時采集襯板應(yīng)變數(shù)據(jù),結(jié)合機器學習算法可提前72小時預(yù)測磨損故障點,使計劃外停機減少43%。旋流器組采用的新型彈性體-陶瓷復(fù)合襯里,其**的蜂窩狀結(jié)構(gòu)設(shè)計使陶瓷單元在橡膠基體中形成機械互鎖,在處理含40%石英砂的礦漿時,使用壽命達14000小時,較整體陶瓷襯里成本降低35%。針對極細顆粒(d50≤10μm)磨損問題,開發(fā)的超疏水耐磨涂層通過構(gòu)建微納雙重結(jié)構(gòu)表面,使礦漿附著力下降60%,這項技術(shù)在濃縮機耙架上的應(yīng)用驗證了其抗粘附磨損的有效性。微弧氧化處理的...
2025-09-11 -
重慶附近選礦設(shè)備耐磨保護要求
選礦設(shè)備的耐磨保護是礦山生產(chǎn)中的關(guān)鍵技術(shù)之一,其**在于通過材料和技術(shù)手段減少設(shè)備因礦石摩擦、化學腐蝕等因素導(dǎo)致的損耗。耐磨保護通常采用橡膠內(nèi)襯、高分子涂層或金屬復(fù)合材料,這些材料能夠有效吸收沖擊力、降低摩擦系數(shù),并在極端環(huán)境下保持穩(wěn)定性。例如,橡膠內(nèi)襯因其高彈性和耐磨性,被廣泛應(yīng)用于球磨機、振動篩等設(shè)備的內(nèi)壁,可減少金屬部件的直接磨損,延長設(shè)備壽命30%以上。此外,耐磨保護還能***降低維護頻率和停機時間,從而提升生產(chǎn)效率。根據(jù)實際案例,采用耐磨保護的選礦設(shè)備年維護成本可降低40%-50%,同時減少因停機造成的產(chǎn)能損失,經(jīng)濟效益***。2025年全球耐磨材料專利申報量同比增長27%,中國占比...
2025-09-11 -
安順新型選礦設(shè)備耐磨保護用途
浮選機葉輪ULC防護體系實現(xiàn)多性能協(xié)同優(yōu)化。針對銅礦浮選機開發(fā)的聚氨酯-陶瓷雜化涂層,通過反應(yīng)注射成型(RIM)技術(shù)實現(xiàn)微米級Al?O?顆粒(粒徑5-8μm)在聚氨酯基體中的三維互穿網(wǎng)絡(luò)結(jié)構(gòu)。現(xiàn)場數(shù)據(jù)表明,在轉(zhuǎn)速280rpm、礦漿pH=9的堿性環(huán)境中,該涂層葉輪使用壽命達14個月,較傳統(tǒng)橡膠葉輪延長300%。其技術(shù)優(yōu)勢體現(xiàn)在:① 邵氏硬度85D與斷裂伸長率350%的獨特組合,完美適應(yīng)葉輪柔性變形需求;② 表面能低至22mN/m,使礦物附著率降低60%;③ 通過氨基甲酸酯基團水解-重組機制實現(xiàn)損傷自修復(fù)(修復(fù)效率達78%)。某銅選廠應(yīng)用后,浮選回收率提升2.3個百分點,藥劑消耗降低18%,年經(jīng)濟...
2025-09-11 -
六盤水耐腐蝕選礦設(shè)備耐磨保護支持緊急加單生產(chǎn)嗎
分級與輸送系統(tǒng)的耐磨防護需要兼顧材料性能與結(jié)構(gòu)設(shè)計。螺旋分級機葉片采用碳化鎢顆粒增強的堆焊工藝,通過優(yōu)化焊道搭接率(控制在15%-20%)使表面裂紋率降至0.3%以下,在金礦分級作業(yè)中實現(xiàn)連續(xù)運轉(zhuǎn)8000小時無修復(fù)的記錄。旋流器內(nèi)襯采用氧化鋁陶瓷與橡膠的復(fù)合結(jié)構(gòu),通過燕尾槽機械鎖緊配合耐高溫膠粘劑,使陶瓷片在礦漿流速15m/s工況下的脫落率小于0.5%,特別適用于重介質(zhì)選礦系統(tǒng)。在管道輸送環(huán)節(jié),公司開發(fā)的超高分子量聚乙烯彎頭采用整體模壓成型工藝,其耐磨指數(shù)達到140(ASTM D4060標準),在貴州某煤礦的尾礦輸送試驗中,使用壽命是傳統(tǒng)鑄石彎頭的9倍。該系列產(chǎn)品已通過ISO 9001質(zhì)量體系...
2025-09-11