-
 蘇州常見精密模切加工
蘇州常見精密模切加工增透膜需確保透光率≥98%,避免影響雷達的探測精度;此外,車載無線充電模塊需模切成型的磁屏蔽膜,其磁屏蔽效能需達到 30dB 以上,防止電磁干擾影響其他電子部件。新能源汽車產(chǎn)業(yè)對精密模切產(chǎn)品的可靠性要求極高,通常需通過嚴苛的測試驗證,如振動測試(模擬車輛行駛中的振動環(huán)境)、鹽霧測試(模擬潮濕含鹽環(huán)境)、高低溫循環(huán)測試(-40℃至 85℃循環(huán)),確保產(chǎn)品在整車生命周期(通常 8-10 年)內性能穩(wěn)定。段落 15:精密模切加工的綠色制造技術與可持續(xù)發(fā)展在 “雙碳” 目標與環(huán)保政策的推動下,精密模切加工行業(yè)正加速向綠色制造轉型,通過技術創(chuàng)新與管理優(yōu)化,實現(xiàn) “節(jié)能減排、資源循環(huán)、低污染” 的可持續(xù)發(fā)...
2025-11-06標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
 進口精密模切加工有什么
進口精密模切加工有什么隨著下游應用領域(如電子、汽車、醫(yī)療)的技術升級,精密模切加工技術正朝著 “更高精度、更集成化、更智能化、更綠色化” 的方向創(chuàng)新發(fā)展,**創(chuàng)新方向包括超精密模切技術、多工藝復合模切技術、智能模切系統(tǒng)、綠色模切技術四大領域,這些技術創(chuàng)新將推動精密模切行業(yè)實現(xiàn)跨越式發(fā)展。超精密模切技術是應對下游產(chǎn)品小型化、輕薄化的**方向,其目標是將模切公差控制在 ±0.005mm 以內,甚至達到納米級精度:為實現(xiàn)這一目標,需從模具制造、設備精度、環(huán)境控制三方面突破,模具制造中需采用超精密加工設備(如超精密慢走絲電火花線切割機,精度可達 ±0.001mm)與新型模具材料(如金剛石涂層模具,硬度更高、耐磨性更強);...
2025-11-06標簽: 全自動貼片生產(chǎn)線 精密模切加工 -
 崇明區(qū)精密模切加工
崇明區(qū)精密模切加工確保生產(chǎn)過程嚴格按照標準執(zhí)行;樣品測試管理環(huán)節(jié),記錄樣品的測試數(shù)據(jù)(如尺寸精度、性能參數(shù)),分析測試結果,為產(chǎn)品批量生產(chǎn)提供依據(jù)。WMS 系統(tǒng)主要負責倉庫的精細化管理,功能包括原材料入庫、半成品 / 成品入庫、庫存盤點、出庫管理、庫位管理等:原材料入庫環(huán)節(jié),系統(tǒng)可掃描原材料的條碼或二維碼,自動記錄原材料的名稱、規(guī)格、數(shù)量、供應商、生產(chǎn)日期等信息,分配庫位并生成入庫單;庫存盤點環(huán)節(jié),支持定期盤點或動態(tài)盤點,通過手持終端掃描庫位條碼,自動比對系統(tǒng)庫存與實際庫存,生成盤點差異報表,減少人工盤點的誤差;出庫管理環(huán)節(jié),根據(jù)生產(chǎn)計劃或銷售訂單,自動生成出庫單,指導倉庫人員按單出庫,確保出庫產(chǎn)品的準確性;庫...
2025-11-06標簽: 全自動貼片生產(chǎn)線 精密模切加工 -
上海精密模切加工哪里買
研發(fā)太陽能供電的小型模切設備,適用于小規(guī)模生產(chǎn)或偏遠地區(qū),減少對電網(wǎng)電力的依賴;此外,優(yōu)化設備結構設計,采用輕量化材料(如鋁合金)替代傳統(tǒng)鋼材,降低設備運行時的能耗。綠色制造不僅能幫助精密模切企業(yè)符合環(huán)保政策要求,還能提升企業(yè)品牌形象,獲得下游客戶(如蘋果、華為、特斯拉等注重環(huán)保的企業(yè))的青睞,同時通過資源循環(huán)利用降低成本,實現(xiàn)經(jīng)濟效益與環(huán)境效益的雙贏。段落 16:精密模切加工的數(shù)字化管理系統(tǒng)構建隨著工業(yè) 4.0 的推進,精密模切加工企業(yè)需構建數(shù)字化管理系統(tǒng),實現(xiàn)生產(chǎn)過程的全流程數(shù)字化管控,提升生產(chǎn)效率、質量穩(wěn)定性與管理水平,**系統(tǒng)包括 MES(制造執(zhí)行系統(tǒng))、ERP(企業(yè)資源計劃系統(tǒng))、P...
2025-11-06標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
高科技精密模切加工答疑解惑
通過 “以戰(zhàn)代練” 提升檢測能力;此外,需培養(yǎng)檢測人員的數(shù)據(jù)分析能力,使其能夠通過分析檢測數(shù)據(jù),識別質量問題的根源,為工藝優(yōu)化提供支持。管理人才包括生產(chǎn)管理、質量管理、供應鏈管理、國際貿(mào)易管理等領域的人才,這類人才需具備***的專業(yè)知識、較強的組織協(xié)調能力與決策能力:培養(yǎng)管理人才可通過 “內部晉升 + 外部培訓” 模式,從企業(yè)內部選拔***的技術人才或基層管理人員,通過輪崗(如在生產(chǎn)、質量、供應鏈等部門輪崗)豐富其管理經(jīng)驗,同時為其提供管理類培訓(如 MBA 課程、生產(chǎn)管理培訓、供應鏈管理培訓);對于高層管理人才,可安排參加行業(yè)**論壇、國內外考察學習等活動,拓寬視野,提升戰(zhàn)略決策能力;此外,...
2025-11-06標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
奉賢區(qū)精密模切加工工業(yè)化
半成品、成品的庫存數(shù)量,避免庫存積壓或短缺,同時支持庫存預警功能(如原材料低于安全庫存時自動提醒采購);財務管理環(huán)節(jié),自動核算生產(chǎn)成本(材料成本、人工成本、能耗成本)、銷售收入、利潤等財務數(shù)據(jù),生成財務報表,為企業(yè)決策提供數(shù)據(jù)支持;人力資源管理環(huán)節(jié),管理員工的考勤、績效、培訓記錄,確保生產(chǎn)人員具備相應的技能水平。PLM 系統(tǒng)主要負責產(chǎn)品從研發(fā)到退市的全生命周期管理,功能包括產(chǎn)品設計圖紙管理、模具設計管理、工藝文件管理、樣品測試管理等:產(chǎn)品設計圖紙管理環(huán)節(jié),存儲所有產(chǎn)品的設計圖紙(如 2D 圖紙、3D 模型),支持版本控制與權限管理,避免圖紙丟失或誤用;模具設計管理環(huán)節(jié),管理模具的設計方案、制造...
2025-11-06標簽: 全自動貼片生產(chǎn)線 精密模切加工 -
姑蘇區(qū)精密模切加工施工
精密模切加工的國際貿(mào)易與合規(guī)要求醫(yī)療器械審批機構)認證;進入東南亞市場的模切產(chǎn)品,需符合當?shù)貒业恼J證標準,如新加坡的 SAC 認證、馬來西亞的 SIRIM 認證。企業(yè)需根據(jù)目標市場提前規(guī)劃認證流程,確保產(chǎn)品在上市前完成所有認證,避免因認證缺失導致市場準入受阻。關稅政策方面,不同國家與地區(qū)對精密模切產(chǎn)品的關稅稅率差異較大,企業(yè)需實時關注關稅政策變化,通過合理的貿(mào)易規(guī)劃降低關稅成本:例如,中國與東盟簽訂的《區(qū)域***經(jīng)濟伙伴關系協(xié)定》(RCEP)中,部分精密模切產(chǎn)品(如電子類絕緣膜)可享受關稅減免,企業(yè)可通過申請原產(chǎn)地證書,享受優(yōu)惠關稅稅率(如從原來的 10% 降至 0-5%);對于存在高關稅壁...
2025-11-05標簽: 全自動貼片生產(chǎn)線 精密模切加工 -
 山東精密模切加工廠家
山東精密模切加工廠家精密模切加工是一種基于定制化模具,通過壓力作用將各類柔性或剛性材料切割成特定形狀、尺寸的高精度加工工藝,其**特征在于 “精密”—— 加工公差可控制在 ±0.01mm 以內,遠超傳統(tǒng)模切技術的精度水平。在現(xiàn)代制造業(yè)中,該工藝承擔著 “材料塑形” 的關鍵角色,尤其適用于電子、醫(yī)療、汽車、包裝等對尺寸精度和一致性要求嚴苛的領域。例如,在智能手機生產(chǎn)中,屏幕背光模組的光學膜片、電池絕緣片等**部件,均需通過精密模切實現(xiàn)復雜形狀的切割與成型,其精度直接影響設備的顯示效果、安全性能與組裝效率。相較于傳統(tǒng)切割方式,精密模切不僅能實現(xiàn)批量生產(chǎn)中的高度標準化,還能減少材料浪費(利用率可達 95% 以上),同時...
2025-11-05標簽: 全自動貼片生產(chǎn)線 精密模切加工 -
太倉哪里精密模切加工
盡管精密模切加工技術已較為成熟,但在實際生產(chǎn)中仍可能出現(xiàn)各類質量問題,及時識別問題根源并采取針對性解決方案,是確保生產(chǎn)穩(wěn)定性的關鍵。常見的質量問題包括毛邊、尺寸超差、材料變形、粘連、缺角五大類。毛邊問題主要源于模具刃口磨損、壓力不足或材料韌性過高,解決方案包括:定期檢查模具刃口,磨損后及時研磨;根據(jù)材料厚度適當提升模切壓力,確保切割徹底;對于高韌性材料(如尼龍薄膜),可采用加熱模切方式,降低材料韌性。尺寸超差問題通常由設備定位精度不足、材料張力波動或環(huán)境溫度變化導致,解決方案包括:定期校準設備的定位系統(tǒng),確保重復定位精度≤0.003mm;優(yōu)化張力控制系統(tǒng)參數(shù),減少材料輸送過程中的張力波動;將車...
2025-11-05標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
崇明區(qū)新時代精密模切加工
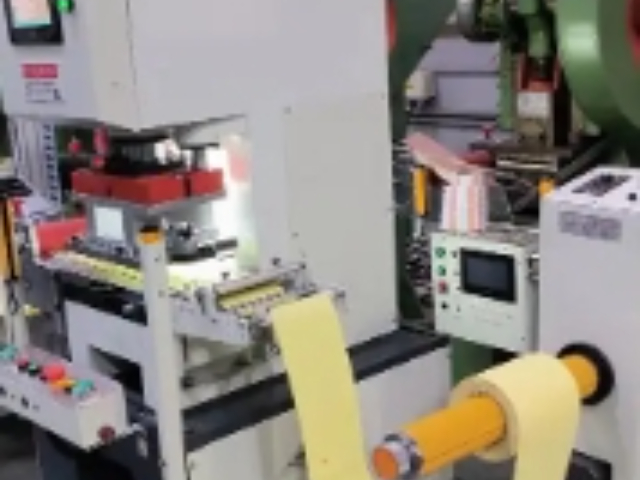
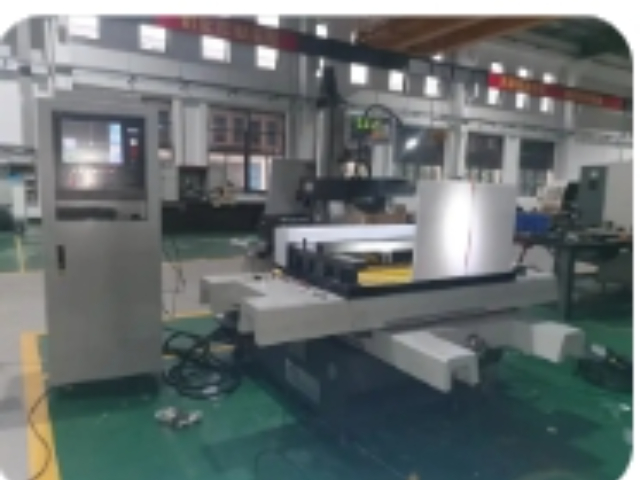
坐標磨床等,模具材質的選擇需根據(jù)加工材料與產(chǎn)量確定:小批量加工或研發(fā)打樣通常采用 SKD11 模具鋼(硬度 HRC 58-62),大批量生產(chǎn)則采用鎢鋼(硬質合金,硬度 HRC 85-90),其耐磨性是模具鋼的 5-10 倍,可延長模具使用壽命至 100 萬次以上。此外,模具的維護與保養(yǎng)也至關重要,每次使用后需進行清潔、防銹處理,定期檢查刃口磨損情況,當刃口磨損量超過 0.005mm 時需及時進行研磨修復,確保模切精度穩(wěn)定。段落 8:精密模切加工的自動化生產(chǎn)線構建與優(yōu)勢隨著制造業(yè)自動化水平的提升,精密模切加工已從傳統(tǒng)的單機加工向全自動化生產(chǎn)線轉型,自動化生產(chǎn)線的構建需整合 “放卷 - 預處理 -...
2025-11-05標簽: 全自動貼片生產(chǎn)線 精密模切加工 -
進口精密模切加工哪里買
圓壓圓模切機則采用 “圓柱模具 + 圓柱壓輥” 的滾動式加工結構,材料通過放卷機構連續(xù)輸送,模具與壓輥同步旋轉實現(xiàn)連續(xù)切割,其生產(chǎn)速度可達 30-100 米 / 分鐘,適合大批量、長尺寸的材料加工,如包裝行業(yè)的標簽模切、電子行業(yè)的卷材膠帶模切,但由于模具為圓柱形,復雜形狀的加工難度較高,且模具制造成本相對昂貴。激光模切機則無需實體模具,通過高能量激光束(如 CO?激光、光纖激光)對材料進行熔融或汽化切割,其優(yōu)勢在于加工靈活性強,可通過軟件快速調整切割圖形,無需更換模具,適用于復雜異形件、小批量定制化加工,尤其適合非金屬材料(如布料、皮革、亞克力)的切割,但激光加工存在熱影響區(qū),可能導致材料邊緣...
2025-11-05標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
閔行區(qū)精密模切加工答疑解惑
質量檢測數(shù)據(jù)采集環(huán)節(jié),MES 系統(tǒng)可與檢測設備(如影像測量儀、機器視覺系統(tǒng))對接,自動采集檢測數(shù)據(jù),生成質量報表,當出現(xiàn)不合格品時,系統(tǒng)自動分析不合格原因(如參數(shù)偏差、材料問題),并推送至相關部門處理;生產(chǎn)進度跟蹤環(huán)節(jié),系統(tǒng)實時顯示各訂單的生產(chǎn)進度(如已完成數(shù)量、待生產(chǎn)數(shù)量、合格率),管理人員可通過可視化界面(如生產(chǎn)看板)實時掌握生產(chǎn)情況,及時調整生產(chǎn)計劃。ERP 系統(tǒng)主要負責企業(yè)的資源統(tǒng)籌管理,涵蓋銷售管理、采購管理、庫存管理、財務管理、人力資源管理等功能:銷售管理環(huán)節(jié),可記錄客戶訂單信息(如產(chǎn)品型號、數(shù)量、交貨期),并與 MES 系統(tǒng)聯(lián)動,確保生產(chǎn)計劃與訂單需求匹配;采購管理環(huán)節(jié),根據(jù)生產(chǎn)...
2025-11-05標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
金山區(qū)常見精密模切加工
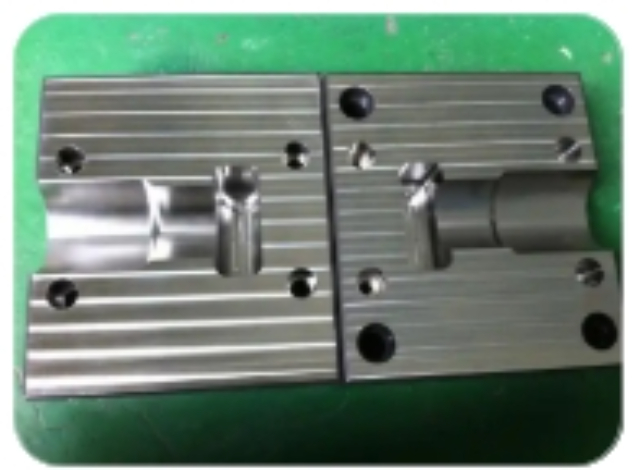
模具是精密模切加工的**工具,其設計與制造精度直接決定了產(chǎn)品的質量,因此模具技術是精密模切企業(yè)的核心競爭力之一。模具設計需遵循三大原則:首先是圖形優(yōu)化原則,根據(jù)材料特性與加工設備類型,優(yōu)化切割圖形的圓角、尖角設計,例如對于延展性強的材料,需將尖角改為 R0.1-R0.3mm 的圓角,防止切割時材料拉伸開裂;其次是刃口設計原則,模具刃口的角度與鋒利度需根據(jù)材料硬度調整,切割金屬材料時刃口角度通常為 30°-45°,切割柔性材料時為 50°-60°,同時刃口需進行拋光處理(粗糙度 Ra≤0.02μm),減少切割阻力;***是定位設計原則,模具需設置精細的定位孔或定位銷,確保與設備工作臺的定位精度誤...
2025-11-05標簽: 全自動貼片生產(chǎn)線 精密模切加工 -
上海精密模切加工有哪些
在汽車電子領域,新能源汽車的電池包中,防火阻燃膜的模切需符合 UL 94 V-0 阻燃標準,同時具備耐高低溫(-40℃至 125℃)性能;車載顯示屏的觸控膜模切需實現(xiàn)多圖層的精細貼合,確保觸控靈敏度。此外,電子信息產(chǎn)業(yè)的更新迭代速度快,要求精密模切企業(yè)具備快速響應能力,從模具設計、樣品制作到批量生產(chǎn)的周期通常需控制在 7-15 天內,以滿足下游客戶的研發(fā)與量產(chǎn)需求。段落 6:精密模切加工在醫(yī)療健康產(chǎn)業(yè)的應用與合規(guī)要求醫(yī)療健康產(chǎn)業(yè)對精密模切加工的需求主要集中在醫(yī)用耗材、醫(yī)療設備部件兩大領域,且由于直接關系到人體健康,相關產(chǎn)品需滿足嚴格的合規(guī)標準與質量要求。在醫(yī)用耗材領域,精密模切的應用包括:醫(yī)用...
2025-11-05標簽: 全自動貼片生產(chǎn)線 精密模切加工 -
浦東新區(qū)進口精密模切加工
盡管精密模切加工技術已較為成熟,但在實際生產(chǎn)中仍可能出現(xiàn)各類質量問題,及時識別問題根源并采取針對性解決方案,是確保生產(chǎn)穩(wěn)定性的關鍵。常見的質量問題包括毛邊、尺寸超差、材料變形、粘連、缺角五大類。毛邊問題主要源于模具刃口磨損、壓力不足或材料韌性過高,解決方案包括:定期檢查模具刃口,磨損后及時研磨;根據(jù)材料厚度適當提升模切壓力,確保切割徹底;對于高韌性材料(如尼龍薄膜),可采用加熱模切方式,降低材料韌性。尺寸超差問題通常由設備定位精度不足、材料張力波動或環(huán)境溫度變化導致,解決方案包括:定期校準設備的定位系統(tǒng),確保重復定位精度≤0.003mm;優(yōu)化張力控制系統(tǒng)參數(shù),減少材料輸送過程中的張力波動;將車...
2025-11-05標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
智能化精密模切加工答疑解惑
通過 “以戰(zhàn)代練” 提升檢測能力;此外,需培養(yǎng)檢測人員的數(shù)據(jù)分析能力,使其能夠通過分析檢測數(shù)據(jù),識別質量問題的根源,為工藝優(yōu)化提供支持。管理人才包括生產(chǎn)管理、質量管理、供應鏈管理、國際貿(mào)易管理等領域的人才,這類人才需具備***的專業(yè)知識、較強的組織協(xié)調能力與決策能力:培養(yǎng)管理人才可通過 “內部晉升 + 外部培訓” 模式,從企業(yè)內部選拔***的技術人才或基層管理人員,通過輪崗(如在生產(chǎn)、質量、供應鏈等部門輪崗)豐富其管理經(jīng)驗,同時為其提供管理類培訓(如 MBA 課程、生產(chǎn)管理培訓、供應鏈管理培訓);對于高層管理人才,可安排參加行業(yè)**論壇、國內外考察學習等活動,拓寬視野,提升戰(zhàn)略決策能力;此外,...
2025-11-05標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
淮安智能化精密模切加工
在激光模切中,采用低功率激光設備并搭配煙塵收集系統(tǒng),激光加工產(chǎn)生的煙塵經(jīng)收集后通過過濾裝置處理,達標后排放,減少對空氣的污染;此外,優(yōu)化無塵車間的空調系統(tǒng),采用熱回收技術,將排出空氣的熱量回收利用,降低空調系統(tǒng)的能耗,同時減少溫室氣體排放。廢料資源化是實現(xiàn)資源循環(huán)的關鍵,需建立完善的廢料分類回收體系:對于金屬廢料(如銅箔、鋁箔),通過粉碎、熔煉等工藝重新加工成金屬原材料,回收率可達 90% 以上;對于高分子材料廢料(如 PET 薄膜、泡棉),通過造粒工藝制成再生顆粒,用于生產(chǎn)低精度要求的模切產(chǎn)品或其他塑料制品;對于無法直接回收的混合廢料,可通過焚燒發(fā)電(需配備尾氣處理系統(tǒng))或填埋(需符合環(huán)保標...
2025-11-05標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
貴州精密模切加工施工
盡管精密模切加工技術已較為成熟,但在實際生產(chǎn)中仍可能出現(xiàn)各類質量問題,及時識別問題根源并采取針對性解決方案,是確保生產(chǎn)穩(wěn)定性的關鍵。常見的質量問題包括毛邊、尺寸超差、材料變形、粘連、缺角五大類。毛邊問題主要源于模具刃口磨損、壓力不足或材料韌性過高,解決方案包括:定期檢查模具刃口,磨損后及時研磨;根據(jù)材料厚度適當提升模切壓力,確保切割徹底;對于高韌性材料(如尼龍薄膜),可采用加熱模切方式,降低材料韌性。尺寸超差問題通常由設備定位精度不足、材料張力波動或環(huán)境溫度變化導致,解決方案包括:定期校準設備的定位系統(tǒng),確保重復定位精度≤0.003mm;優(yōu)化張力控制系統(tǒng)參數(shù),減少材料輸送過程中的張力波動;將車...
2025-11-04標簽: 全自動貼片生產(chǎn)線 精密模切加工 -
生產(chǎn)精密模切加工
避免局部壓力過大導致模具刃口損壞或材料過度擠壓變形;速度控制需與壓力相匹配,過快的加工速度可能導致材料與模具接觸時間不足,切割不徹底,過慢則會降低生產(chǎn)效率,例如圓壓圓模切機加工卷材時,需根據(jù)材料延展性設定速度,PE 薄膜等易拉伸材料的速度通常不超過 50 米 / 分鐘,而金屬箔等剛性材料可提升至 80 米 / 分鐘;溫度控制主要針對熱敏感材料或需要熱壓成型的工藝,如模切帶有粘性的膠帶時,需將加工環(huán)境溫度控制在 20-25℃,防止溫度過高導致膠層融化粘連,而模切聚酰亞胺等耐高溫材料時,需將模具溫度加熱至 80-120℃,提升材料的可塑性以減少切割阻力;模具間隙控制則是指模具刃口與下模之間的距離,...
2025-11-04標簽: 全自動貼片生產(chǎn)線 精密模切加工 -
虹口區(qū)精密模切加工商家
確保設備運行的穩(wěn)定性;環(huán)境控制方面,需建立更高潔凈等級的無塵車間(如百級潔凈車間),并采用恒溫恒濕控制系統(tǒng)(溫度波動≤±0.5℃,濕度波動≤±2%),避免環(huán)境因素影響超精密模切精度。多工藝復合模切技術是提升生產(chǎn)效率與產(chǎn)品集成度的重要創(chuàng)新方向,其**是將多種加工工藝(如模切、貼合、裁切、打孔、覆膜)集成到一條生產(chǎn)線中,實現(xiàn) “一次加工成型”:例如,在電子標簽模切中,傳統(tǒng)工藝需分別完成基材模切、膠層貼合、離型紙裁切三個工序,而多工藝復合模切技術可通過一臺設備同時完成這三個工序,生產(chǎn)效率提升 50% 以上,且產(chǎn)品精度與一致性更高;在醫(yī)療敷料模切中,可將模切、吸液層貼合、背膠覆膜、打孔等工藝集成,實現(xiàn)...
2025-11-04標簽: 全自動貼片生產(chǎn)線 精密模切加工 -
 黃浦區(qū)智能化精密模切加工
黃浦區(qū)智能化精密模切加工確保設備運行的穩(wěn)定性;環(huán)境控制方面,需建立更高潔凈等級的無塵車間(如百級潔凈車間),并采用恒溫恒濕控制系統(tǒng)(溫度波動≤±0.5℃,濕度波動≤±2%),避免環(huán)境因素影響超精密模切精度。多工藝復合模切技術是提升生產(chǎn)效率與產(chǎn)品集成度的重要創(chuàng)新方向,其**是將多種加工工藝(如模切、貼合、裁切、打孔、覆膜)集成到一條生產(chǎn)線中,實現(xiàn) “一次加工成型”:例如,在電子標簽模切中,傳統(tǒng)工藝需分別完成基材模切、膠層貼合、離型紙裁切三個工序,而多工藝復合模切技術可通過一臺設備同時完成這三個工序,生產(chǎn)效率提升 50% 以上,且產(chǎn)品精度與一致性更高;在醫(yī)療敷料模切中,可將模切、吸液層貼合、背膠覆膜、打孔等工藝集成,實現(xiàn)...
2025-11-04標簽: 全自動貼片生產(chǎn)線 精密模切加工 -
多層精密模切加工廠家
此外,定期組織生產(chǎn)技術人員參加技能競賽(如模切設備操作技能競賽、工藝優(yōu)化競賽),激發(fā)其學習積極性,提升技能水平。質量檢測人才負責精密模切產(chǎn)品的質量檢測與控制,需具備精細的檢測技能、嚴謹?shù)墓ぷ鲬B(tài)度與一定的數(shù)據(jù)分析能力,這類人才需熟悉各類檢測設備(如影像測量儀、機器視覺系統(tǒng)、電阻測試儀)的操作與維護,了解產(chǎn)品的質量標準與檢測方法:培養(yǎng)質量檢測人才可通過 “專業(yè)培訓 + 實踐操作” 模式,企業(yè)邀請檢測設備供應商或行業(yè)**進行專業(yè)培訓,講解檢測設備的原理、操作方法、校準流程與故障排除;同時,安排檢測人員參與實際檢測工作,從簡單的尺寸檢測到復雜的性能檢測逐步積累經(jīng)驗標準精密模切加工機械設備的選型要點是什...
2025-11-04標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
靜安區(qū)精密模切加工哪里買
電子信息產(chǎn)業(yè)是精密模切加工的**應用領域,其產(chǎn)品的小型化、輕薄化趨勢對模切部件的精度與集成度提出了越來越高的要求,具體應用場景可分為消費電子、通信設備、汽車電子三大細分領域。在消費電子領域,智能手機、平板電腦、可穿戴設備的內部結構中,精密模切部件無處不在:屏幕模組中的偏光片模切需實現(xiàn) 0.01mm 的對位精度,確保顯示無偏差;電池組件中的絕緣片模切需采用異形結構,貼合電池曲面,防止短路;攝像頭模組中的遮光片模切需使用高遮光率材料,同時保證邊緣無毛刺,避免影響成像質量。在通信設備領域,5G 基站的射頻模塊中,導電泡棉的模切需實現(xiàn)精細的孔徑與間距,確保信號傳輸穩(wěn)定;光纖連接器中的防塵膜模切需具備...
2025-11-04標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
智能精密模切加工批發(fā)
避免局部壓力過大導致模具刃口損壞或材料過度擠壓變形;速度控制需與壓力相匹配,過快的加工速度可能導致材料與模具接觸時間不足,切割不徹底,過慢則會降低生產(chǎn)效率,例如圓壓圓模切機加工卷材時,需根據(jù)材料延展性設定速度,PE 薄膜等易拉伸材料的速度通常不超過 50 米 / 分鐘,而金屬箔等剛性材料可提升至 80 米 / 分鐘;溫度控制主要針對熱敏感材料或需要熱壓成型的工藝,如模切帶有粘性的膠帶時,需將加工環(huán)境溫度控制在 20-25℃,防止溫度過高導致膠層融化粘連,而模切聚酰亞胺等耐高溫材料時,需將模具溫度加熱至 80-120℃,提升材料的可塑性以減少切割阻力;模具間隙控制則是指模具刃口與下模之間的距離,...
2025-11-03標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
金山區(qū)什么是精密模切加工
減少 VOCs 排放),同時采用密閉式生產(chǎn)系統(tǒng),收集加工過程中產(chǎn)生的煙塵、廢料,避免污染環(huán)境;在廢料減少方面,研發(fā)無廢料模切技術(通過優(yōu)化產(chǎn)品設計與排版,實現(xiàn)模切過程無廢料產(chǎn)生),同時推廣可降解材料與再生材料的應用,減少資源浪費。此外,精密模切技術還將與 3D 打印技術、柔性電子技術等新興技術融合創(chuàng)新:與 3D 打印技術融合,可實現(xiàn) 3D 模切成型,滿足復雜三維結構產(chǎn)品的加工需求;與柔性電子技術融合,可研發(fā)用于柔性顯示屏、柔性傳感器的精密模切技術,推動柔性電子產(chǎn)業(yè)的發(fā)展。這些技術創(chuàng)新方向將為精密模切行業(yè)帶來新的發(fā)展機遇,同時也對企業(yè)的研發(fā)能力、技術實力提出了更高要求,只有具備持續(xù)創(chuàng)新能力的企業(yè)...
2025-11-03標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
多層精密模切加工有哪些
隨著新能源汽車產(chǎn)業(yè)的快速發(fā)展,其對精密模切加工的需求呈現(xiàn)爆發(fā)式增長,且應用場景具有 “高可靠性、耐極端環(huán)境、集成化” 的特殊要求,主要集中在電池系統(tǒng)、電控系統(tǒng)、車載電子三大**部件。在電池系統(tǒng)中,精密模切的應用直接關系到電池的安全性與續(xù)航能力:動力電池包的電芯之間需使用模切成型的絕緣墊片(如聚酰亞胺墊片),其厚度公差需控制在 ±0.02mm,確保電芯之間絕緣可靠,避免短路;電池極耳的切割需采用高精度模切工藝(公差 ±0.01mm),極耳表面需無毛刺(毛刺高度≤0.005mm),防止刺穿隔膜導致電池起火;電池包的防火阻燃層需模切成型的阻燃泡棉(如阻燃 PU 泡棉),該泡棉需符合 UL 94 V-...
2025-11-03標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
北京生產(chǎn)精密模切加工
在激光模切中,采用低功率激光設備并搭配煙塵收集系統(tǒng),激光加工產(chǎn)生的煙塵經(jīng)收集后通過過濾裝置處理,達標后排放,減少對空氣的污染;此外,優(yōu)化無塵車間的空調系統(tǒng),采用熱回收技術,將排出空氣的熱量回收利用,降低空調系統(tǒng)的能耗,同時減少溫室氣體排放。廢料資源化是實現(xiàn)資源循環(huán)的關鍵,需建立完善的廢料分類回收體系:對于金屬廢料(如銅箔、鋁箔),通過粉碎、熔煉等工藝重新加工成金屬原材料,回收率可達 90% 以上;對于高分子材料廢料(如 PET 薄膜、泡棉),通過造粒工藝制成再生顆粒,用于生產(chǎn)低精度要求的模切產(chǎn)品或其他塑料制品;對于無法直接回收的混合廢料,可通過焚燒發(fā)電(需配備尾氣處理系統(tǒng))或填埋(需符合環(huán)保標...
2025-11-03標簽: 全自動貼片生產(chǎn)線 精密模切加工 -
虹口區(qū)精密模切加工共同合作
工藝技術進行專利檢索,確保不侵犯目標市場的已授權專利;對于自主研發(fā)的**技術,需在目標市場申請專利保護(如發(fā)明專利、實用新型專利),防止技術被抄襲;若在國際貿(mào)易中遭遇專利侵權訴訟,需積極應對,通過法律途徑維護自身權益,同時可借助行業(yè)協(xié)會或****的支持,降低訴訟風險。此外,國際貿(mào)易中還需應對匯率波動與貿(mào)易摩擦風險:匯率波動可能導致產(chǎn)品成本與利潤不穩(wěn)定,企業(yè)可通過外匯對沖工具(如遠期結售匯、外匯期權)鎖定匯率,減少匯率風險;對于貿(mào)易摩擦(如關稅加征、貿(mào)易壁壘),企業(yè)可通過多元化市場布局(開拓多個海外市場,降低對單一市場的依賴)、優(yōu)化供應鏈(如將部分生產(chǎn)環(huán)節(jié)轉移至貿(mào)易摩擦較小的國家或地區(qū))等方式應...
2025-11-03標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
天津精密模切加工分類
坐標磨床等,模具材質的選擇需根據(jù)加工材料與產(chǎn)量確定:小批量加工或研發(fā)打樣通常采用 SKD11 模具鋼(硬度 HRC 58-62),大批量生產(chǎn)則采用鎢鋼(硬質合金,硬度 HRC 85-90),其耐磨性是模具鋼的 5-10 倍,可延長模具使用壽命至 100 萬次以上。此外,模具的維護與保養(yǎng)也至關重要,每次使用后需進行清潔、防銹處理,定期檢查刃口磨損情況,當刃口磨損量超過 0.005mm 時需及時進行研磨修復,確保模切精度穩(wěn)定。段落 8:精密模切加工的自動化生產(chǎn)線構建與優(yōu)勢隨著制造業(yè)自動化水平的提升,精密模切加工已從傳統(tǒng)的單機加工向全自動化生產(chǎn)線轉型,自動化生產(chǎn)線的構建需整合 “放卷 - 預處理 -...
2025-11-03標簽: 精密模切加工 全自動貼片生產(chǎn)線 -
鎮(zhèn)江哪里精密模切加工
盡管精密模切加工技術已較為成熟,但在實際生產(chǎn)中仍可能出現(xiàn)各類質量問題,及時識別問題根源并采取針對性解決方案,是確保生產(chǎn)穩(wěn)定性的關鍵。常見的質量問題包括毛邊、尺寸超差、材料變形、粘連、缺角五大類。毛邊問題主要源于模具刃口磨損、壓力不足或材料韌性過高,解決方案包括:定期檢查模具刃口,磨損后及時研磨;根據(jù)材料厚度適當提升模切壓力,確保切割徹底;對于高韌性材料(如尼龍薄膜),可采用加熱模切方式,降低材料韌性。尺寸超差問題通常由設備定位精度不足、材料張力波動或環(huán)境溫度變化導致,解決方案包括:定期校準設備的定位系統(tǒng),確保重復定位精度≤0.003mm;優(yōu)化張力控制系統(tǒng)參數(shù),減少材料輸送過程中的張力波動;將車...
2025-11-03標簽: 精密模切加工 全自動貼片生產(chǎn)線