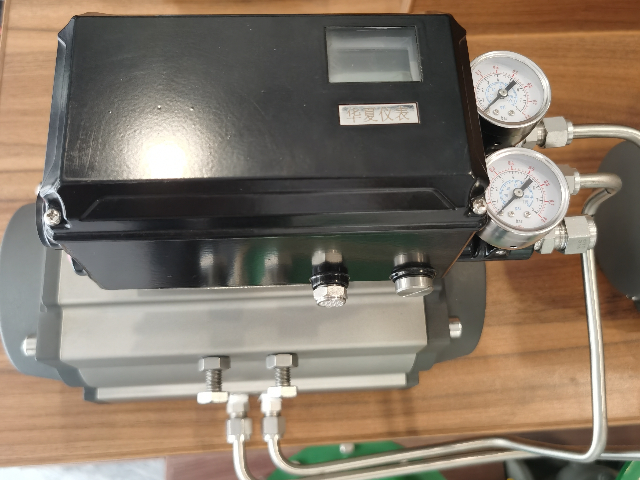
浙江防爆等級閥門定位器有哪些
閥門定位器出現定位不準是現場最常見的問題之一,主要表現為實際閥位與控制信號不符。造成這種現象的原因通常包括:機械連接松動導致反饋桿與閥桿不同步;氣源壓力不穩定影響執行機構推力;定位器內部傳感器零點漂移;或者閥門本身存在卡澀現象。解決這類問題需要系統性的排查:首先檢查所有機械連接部位是否緊固,確認反饋桿無彎曲變形;其次測量氣源壓力是否在額定范圍內(通常0.14-0.7MPa);然后通過定位器自檢功能校準零點和滿量程;***手動測試閥門全行程動作是否順暢。值得注意的是,在高溫工況下,熱膨脹可能導致機械部件變形,需要選用耐高溫型定位器并留出適當的熱補償余量。正作用定位器輸入信號增加時輸出信號增加,反作用則相反。需根據系統需求選擇,避免調節方向錯誤。浙江防爆等級閥門定位器有哪些

閥門定位器的機械部件會隨著使用時間逐漸磨損。常見的磨損部位包括:反饋彈簧疲勞、齒輪傳動機構磨損、軸承間隙增大、或者密封件老化。這些磨損會導致定位精度下降、遲滯增大甚至完全失效。建立預防性維護計劃可以有效延長設備壽命:建議每6個月檢查一次機械傳動部件的磨損情況;每年更換一次易損密封件;定期潤滑運動部件(使用指定潤滑脂);建立閥門動作次數統計,在達到設計壽命前更換關鍵部件。對于高頻動作的閥門(如每分鐘超過10次),應該選用專門設計的重型定位器。維護時要特別注意不要過度潤滑,多余的潤滑脂可能污染氣路系統。通過振動分析技術可以早期發現機械異常,實現預測性維護。浙江國產閥門定位器裝配要求力矩馬達線圈故障時,用萬用表Ω擋測量線圈電阻,正常值約250Ω。若電阻異常需更換線圈并重新焊接引線。
閥門定位器的性能高度依賴安裝調試質量。安裝前需確認執行器類型(單作用/雙作用)、彈簧范圍(如20-100kPa)及信號匹配性(如4-20mA對應0-100%行程)。調試階段需完成三項關鍵操作:零點校準(誤差≤0.2%)、量程設定(線性度±0.5%)及響應時間測試(<100ms)。例如,在某化肥廠氨合成塔的控制閥調試中,通過優化PID參數(P=0.8,I=10s,D=0.5s)將超調量從5%降至1.2%。維護階段需建立預防性維護計劃,包括每季度檢查氣源潔凈度(ISO8573-1Class2以上)、每年校準全行程偏差及每三年更換膜片與O型圈。通過數字化工具(如AR遠程指導)可降低現場維護人力成本40%。在設備退役階段,需按環保要求處置含重金屬部件,并回收可再利用材料(如銅線圈、不銹鋼閥體)。如何判斷閥門定位器是否故障?

隨著工業4.0的發展,閥門定位器正朝著智能化、網絡化、微型化的方向發展。下一代智能定位器將集成更多傳感器,如振動傳感器、溫度傳感器等,實現更多方位的狀態監測。人工智能技術的應用將使定位器具備自學習能力,能夠自動適應不同的工況變化。無線通信技術的普及將推動無線HART、LoRa等無線定位器的發展,簡化現場布線。在材料方面,新型納米材料和3D打印技術的應用將提高定位器的可靠性和環境適應性。此外,數字孿生技術將實現閥門系統的虛擬調試和預測性維護。可以預見,未來的閥門定位器將不光是是執行機構,而是整個控制系統的智能終端,為工業自動化帶來全新的變化。閥門定位器在化工行業的應用案例?常熟單作用閥門定位器配件
閥門定位器轉換4-20mA信號至閥位,誤差≤0.1%,保障流量控制精度。浙江防爆等級閥門定位器有哪些
直行程/角行程閥門定位器的區別:閥芯運動方式,直行程閥門定位器:其控制的閥門閥芯通過閥桿做垂直于閥桿的上升和下降動作,即直線移動,以此改變閥門的開度。角行程閥門定位器:所控制的閥門閥芯和閥桿一起做垂直于閥桿的角度旋轉動作,通常旋轉角度為0 - 90°,通過旋轉來調節流量或啟閉閥門。適用閥門類型,直行程閥門定位器:適用于直線移動式截流件的閥門,如截止閥、閘閥、氣動單座調節閥、雙座調節閥、套筒式調節閥等。角行程閥門定位器:適用于旋轉運動式截流件的閥門,如氣動球閥、電動球閥、氣動三通球閥、電動三通球閥、兩片式球閥、三片式球閥、蝶閥等。浙江防爆等級閥門定位器有哪些
- 溫州直行程閥位變送器怎么樣 2025-12-19
- 江蘇限位開關 2025-12-19
- 江蘇不銹鋼限位開關安裝 2025-12-19
- 溫州不銹鋼空氣過濾減壓器 2025-12-19
- 江蘇直行程閥位變送器規格尺寸 2025-12-19
- 江蘇國產空氣過濾減壓器調節范圍 2025-12-19
- 溫州常溫型閥位變送器規格尺寸 2025-12-19
- 高溫型空氣過濾減壓器型號 2025-12-19
- 常熟限位開關電源電壓 2025-12-19
- 常熟常熟華夏儀表閥位變送器哪里有賣的 2025-12-19
- 工業泵激光對中儀哪個好 2025-12-19
- 上海名優極芯標控儀-S-10S廠家直銷 2025-12-19
- 江蘇有哪些液位計銷售廠家 2025-12-19
- 蘇州恒壓恒流電子負載是干什么的 2025-12-19
- 深圳維度科技特色服務光學調整架現貨 2025-12-19
- 濟南進口微量溶解氧傳感器要多少錢 2025-12-19
- 上海彈簧自閉式泄爆閥報價表 2025-12-19
- 寧波智能溫室氣體分析儀廠家直銷 2025-12-19
- 常州車速傳感器價格咨詢 2025-12-19
- 湖南遠程等離子體源RPS聯系方式 2025-12-19