桶裝農藥灌裝機廠家直銷
50-1000ml瓶裝標準智能生產線是一條專門用于生產容量在50到1000毫升之間的瓶裝產品的智能化生產線。該生產線的設計遵循了GMP(良好生產規范)的標準,確保了生產過程的規范性和產品的質量。生產線上的設備材料采用了與醫用器械相同的耐腐蝕材料,保證了設備在生產過程中能夠抵抗各種化學物質的侵蝕,從而延長設備的使用壽命并確保生產的安全性。此外,生產線的管道連接采用了與精密儀器相媲美的嚴密工藝,確保了生產過程中不會出現泄漏,從而保證了生產環境的無污染狀態。在獸藥生產領域,該生產線的自動清洗系統表現尤為突出。在更換不同品種的獸藥生產時,該系統能夠在30分鐘內使用80℃的熱水對管道進行循環沖洗,徹底去除管道內的殘留物質。經過嚴格的殘留檢測,其殘留檢測值能夠低于0.1ppm,這一數值遠低于行業標準,確保了不同品種獸藥生產的切換過程既便捷又安全。與傳統的手工清洗方式相比,自動清洗系統的效率提升了三倍,使得生產線能夠在短時間內完成從一種獸藥到另一種獸藥的切換,過程簡單快捷。這種高效的自動清洗系統不僅提高了生產效率,還降低了生產成本,為獸藥生產企業帶來了可觀的經濟效益。2-200g袋裝集成智能產線是用于2-200g袋裝產品的集成智能化生產線。桶裝農藥灌裝機廠家直銷
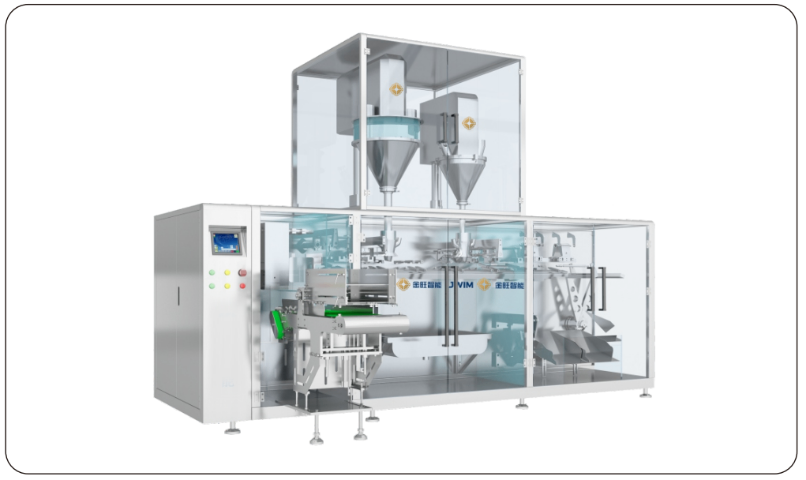
TN-150NH全自動高速貼標機是一款先進的設備,專為高速自動貼標而設計。它能夠以極高的效率為各種產品粘貼標簽。該設備配備了高效的標簽剝離裝置,能夠像撕膠帶一樣精確地分離出每一個標簽。貼標頭則能夠像蓋章一樣迅速而準確地將標簽壓貼在瓶身或其他產品表面。通過伺服電機的精確控制,貼標位置的誤差可以控制在0.5毫米以內,確保了貼標的高精度和一致性。在化妝品生產線中,TN-150NH全自動高速貼標機的表現尤為出色。它能夠以每分鐘150瓶的速度為瓶身貼上弧形標簽,無論是平面還是曲面瓶體,標簽都能完美貼合,仿佛紋身般服帖。即使在瓶體的轉角處,標簽也不會出現褶皺或翹邊,確保了產品的外觀整潔美觀。經過TN-150NH全自動高速貼標機處理后的產品,外觀如同精心設計的藝術品般精致,極大提升了產品的整體形象和市場競爭力。桶裝農藥灌裝機廠家直銷DGD - 310DK全自動水平式給袋袋裝機是能自動完成水平式給袋、包裝作業的機器。
針對高濃度 C?H?NO?P母液特性設計的連續化生產系統,主體工藝包括原料計量、在線配伍、動態反應、精密過濾四大模塊。 設備含電磁流量計(精度0.2級)、雙螺旋錐形混合機(混合時間≤30s)、陶瓷膜過濾器(孔徑0.1-1μm)。系統創新采用負壓投料技術(真空度-0.09MPa),使粉塵捕集率達99.8%;配置pH/ORP聯鎖控制系統,確保有效成分含量≥41%。整線耐腐蝕性能 ,關鍵部件采用哈氏合金材質,可耐受pH 1-14極端工況。配套全自動灌裝封口機(速度200瓶/分鐘),支持20-500L多種包裝規格。年處理能力達5萬噸,單位能耗較傳統工藝降低25%,滿足《GB 22609-2008》環保標準。
RFG-1FH機器人分蓋壓蓋機是一種利用機器人技術進行分蓋和壓蓋操作的高效設備。該設備的機械臂末端裝有一個磁吸式分蓋器,其功能類似于人類靈巧的手指,能夠從蓋倉中逐一取出蓋子并整齊排列。與此同時,壓蓋頭則穩定可靠地向下施加壓力,確保蓋子與桶口緊密結合。壓力傳感器實時監測壓蓋力度,確保壓蓋過程既準確又安全。在桶裝水生產線的應用中,RFG-1FH機器人分蓋壓蓋機能夠將塑料蓋準確地放置在桶口,并將壓蓋力度控制在恰好使蓋子與桶口卡緊但不損壞桶身的程度。該設備每分鐘可以完成60桶的壓蓋作業,壓蓋后的桶蓋密封性經過水壓測試,漏水率低于0.1%,確保了產品的高質量和可靠性。10 - 25Kg紙板桶智能生產線是能智能生產10 - 25Kg紙板桶包裝產品的生產線。

5-30L桶裝集成智能生產線是一款專門為5-30L桶裝產品設計的集成智能化生產線。在灌裝工位,該生產線配備了稱重反饋系統,就像給液體“稱重記賬”一樣。當桶內的液體接近設定重量時,灌裝頭會自動從“快灌”模式切換到“滴灌”模式,確保每桶液體的重量誤差不超過0.5%。在防凍液生產過程中,這款生產線能夠自動識別5L、10L、20L三種不同規格的桶型。更換桶型時,無需停機進行繁瑣的調整,操作人員只需在觸摸屏上選擇相應的規格,設備便會自動切換到相應的灌裝量和封蓋力度。這種高效的換型能力使得生產線的換型效率比傳統生產線提升了70%,縮短了生產周期,提高了生產效率。5 - 30L桶裝集成智能生產線是針對5 - 30L桶裝產品的集成智能化生產線。5L農藥灌裝機圖片
金旺智能實現設備維護、保養、維修數字化管理,涵蓋自主維保、維修費用及效率檔案管理 。桶裝農藥灌裝機廠家直銷
浙江禾本固體車間項目是建設固體產品生產車間,提升產能、保障質量的產業項目。金旺智能為該項目規劃設計了全自動化固體生產線,包含負壓投料、雙螺桿混合、流化床干燥等工藝,其中負壓投料使原料損耗率從3%降至0.5%,混合均勻度CV值≤2%,干燥后的產品水分含量控制在0.5%以下。車間按GMP標準建設,設置除塵、空調系統,確保生產環境符合要求。項目建成后,固體產品產能提升3倍,達1.2萬噸/年,產品合格率從90%提升至99.5%,同時因環保措施到位,車間粉塵與廢氣排放均優于國家標準,實現了產能與質量的雙重提升。桶裝農藥灌裝機廠家直銷
- 200L灌裝機推薦廠家 2025-12-18
- 江蘇常州金旺定制設備 2025-12-18
- 常州農藥灌裝機設備價錢 2025-12-18
- 江蘇飲料高位庫參數 2025-12-18
- 全自動農藥灌裝機應用范圍 2025-12-18
- 常州微乳劑生產線參數 2025-12-18
- 200L農藥灌裝機大概多少錢 2025-12-18
- 國內灌裝機客服電話 2025-12-18
- 江蘇袋裝生產線參數 2025-12-18
- 徐州國產倉儲 2025-12-18
- 隨州航空零件加工 2025-12-18
- 硬質合金用真空氣氛爐廠家哪家好 2025-12-18
- 遼寧TL大扭矩扭力限制器需要多少錢 2025-12-18
- 濟南零冷水安裝說明 2025-12-18
- 嘉興生物醫學實驗室工程 2025-12-18
- 上海船舶發動機電子調速器結構 2025-12-18
- 楊浦區工業自動控制系統裝置哪個好 2025-12-18
- 儀景通儀景通熒光光譜儀分析儀維修維修 2025-12-18
- 心理教學設備服務商 2025-12-18
- 北京可折疊絲桿滑臺安裝教程 2025-12-18