南京壓力容器SAD設計
開孔補強設計與局部應力開孔(如接管、人孔)會削弱殼體強度,需通過補強**承載能力。常規設計允許采用等面積補強法:在補強范圍內,補強金屬截面積≥開孔移除的承壓面積。補強方式包括:整體補強:增加殼體壁厚或采用厚壁接管;補強圈:焊接于開孔周圍(需設置通氣孔);嵌入式結構:如整體鍛件接管。需注意補強區域寬度限制(通常取),且優先采用整體補強(避免補強圈引起的焊接殘余應力)。**容器或頻繁交變載荷場合建議采用應力分析法驗證。焊接接頭設計與工藝**焊接是壓力容器制造的關鍵環節,接頭設計需符合以下原則:接頭類型:A類(縱向接頭)需100%射線檢測(RT),B類(環向接頭)抽檢比例按容器等級;坡口形式:V型坡口用于薄板,U型坡口用于厚板以減少焊材用量;焊接工藝評定(WPS/PQR):按NB/T47014執行,覆蓋所有母材與焊材組合;殘余應力**:通過焊后熱處理(PWHT)**應力,碳鋼通常加熱至600~650℃。此外,角焊縫喉部厚度需滿足剪切強度要求,且禁止在主要受壓元件上使用搭接接頭。 疲勞分析評估循環載荷導致的裂紋萌生壽命,使用S-N曲線或斷裂力學。南京壓力容器SAD設計
壓力容器行業屬于典型的離散型制造,多品種、小批量、非標定制化特點明顯,傳統模式下依賴焊工等技能人員,生產效率和質量穩定性是管理難點。通過數字化轉型和智能制造升級,企業可以開辟巨大的內部運營效率提升空間,并為商業模式創新提供可能。在設計端,部署基于PLM/PDM系統的協同設計平臺,并開發參數化設計與快速報價系統,能將非標產品的設計周期從數周縮短至幾天,快速響應客戶需求。在生產端,實施MES(制造執行系統),為每個容器建立***的“數字身份證”,實時追蹤其從下料、成型、焊接、熱處理到檢測的全過程,實現生產進度、物料、質量數據的透明化管理,***減少在制品庫存和等待時間。在**制造環節,投資自動化、智能化設備是關鍵:如集成視覺系統的智能焊接機器人,不僅能保證焊縫質量的穩定性和可追溯性,還能降低對高級焊工的依賴;大型板材的激光自動下料、封頭的機器人拋光、AGV物流小車等,都能大幅提升效率、降低人工成本與勞動強度。更進一步,通過構建工廠數字孿生,可以在虛擬世界中模擬和優化整個生產流程,從而實現真正的柔性制造。數字化轉型的成果**終體現在:更短的交貨周期、更低的生產成本、更高的質量一致性以及實現大規模定制的能力。 湖南特種設備疲勞分析分析設計能精確計算結構不連續區域的局部應力和應變集中。
在石油化工領域,加氫反應器通常工作在高溫(400~500℃)、高壓(15~20MPa)及臨氫環境下,其分析設計需綜合應用ASMEVIII-2與JB4732規范。工程實踐中,首先通過彈塑性有限元分析(FEA)模擬筒體與封頭連接處的塑性應變分布,采用雙線性隨動硬化模型(如Chaboche模型)表征。關鍵挑戰在于氫致開裂(HIC)敏感性評估,需結合NACETM0284標準計算氫擴散通量,并在FEA中定義氫濃度場與應力場的耦合效應。某千萬噸級煉油項目通過優化內壁堆焊層(309L+347L)的厚度梯度,將熱應力降低35%,同時采用子模型技術對出口噴嘴補強區進行網格細化(單元尺寸≤5mm),驗證了局部累積塑性應變低于。核級壓力容器的疲勞壽命評估需滿足ASMEIIINB-3200要求。以第三代壓水堆穩壓器為例,其設計需考慮熱分層效應(ThermalStratification)導致的交變應力:在正常工況下,高溫飽和水(345℃)與低溫注入水(280℃)的分界面會引發周期性熱彎曲應力。工程應用中,通過CFD-FEM聯合仿真提取溫度時程曲線,再導入ANSYSMechanical進行瞬態熱-結構耦合分析。疲勞評定采用Miner線性累積損傷法則,結合ASMEIII附錄的S-N曲線,并引入疲勞強度減弱系數(FSRF=)以涵蓋焊接殘余應力影響。
當彈性分析過于保守時,可采用彈塑性分析:極限載荷法:逐步增加載荷直至結構坍塌,設計壓力取坍塌載荷的2/3(ASME VIII-2)。彈塑性FEA:通過真實應力-應變曲線模擬材料硬化,評估塑性應變分布(限制≤5%)。某高壓儲罐通過彈塑性分析證明,其實際承載能力比彈性分析結果高40%,從而減少壁厚10%。
循環載荷下容器的疲勞評估流程:載荷譜提取:通過瞬態分析獲取應力時程。熱點應力確定:使用結構應力法(沿厚度線性化)或缺口應力法(考慮幾何不連續)。損傷計算:按Miner法則累加,結合修正的Goodman圖考慮平均應力影響。ASME VIII-2附錄5-F提供了典型材料的S-N曲線,如碳鋼在10^6次循環下的疲勞強度為130MPa。
長期高溫運行的容器需評估蠕變損傷:本構模型:時間硬化(Norton)或應變硬化(Kachanov)方程。壽命預測:Larson-Miller參數法,如T(C+logt_r)=P,其中T為溫度,t_r為斷裂時間。某乙烯裂解爐出口管通過蠕變分析,確定在800℃下的設計壽命為10萬小時。 遵循ASME BPVC Section VIII Div.2或JB 4732等分析設計規范標準。
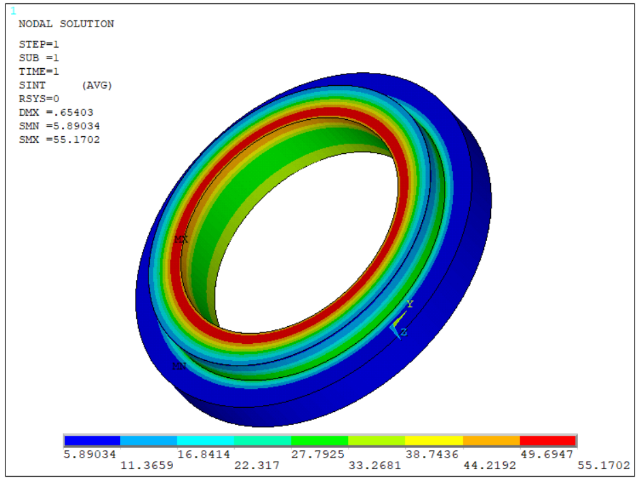
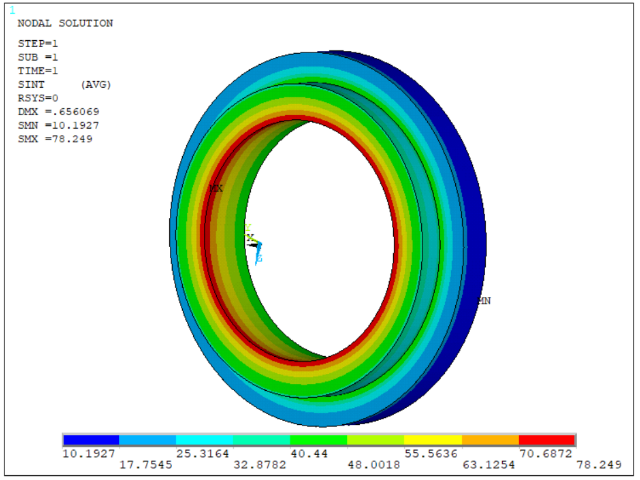
壓力容器分析設計的**在于通過理論計算和數值模擬,確保容器在各類載荷下的安全性、可靠性和經濟性。與傳統的規則設計(如ASMEVIII-1)不同,分析設計(如ASMEVIII-2、JB4732)允許更精確地評估應力分布,從而優化材料用量。其基本原理包括:應力分類法:將應力分為一次應力(由機械載荷直接產生)、二次應力(由約束引起)和峰值應力(局部集中),并分別設定許用值。失效準則:包括彈性失效(如比較大剪應力理論)、塑性失效(極限載荷法)和斷裂失效(基于斷裂力學)。設計方法:涵蓋彈性分析、彈塑性分析、疲勞分析和蠕變分析等。典型應用如高壓反應器設計,需通過有限元分析(FEA)驗證筒體與封頭連接處的薄膜應力是否低于(設計應力強度)。 關注疲勞壽命預測,評估在交變壓力與溫度載荷下的裂紋萌生風險。江蘇壓力容器分析設計服務企業
分析設計降低保守性,實現容器輕量化與安全性的平衡。南京壓力容器SAD設計
隨著工業技術的進步,壓力容器技術也在不斷向前發展,呈現出以下幾個***趨勢:大型化與高效化:為追求規模效益,石化、能源裝置不斷向大型化發展,與之配套的壓力容器體積也越來越大,如千萬噸級煉油裝置中的加氫反應器,重量可達千噸級。這對材料、設計、制造和運輸都提出了極限挑戰。高參數與極端環境適應性:為滿足新一代工藝需求,壓力容器正向著更高壓力、更高溫度及更苛刻介質環境發展。如煤液化反應器、超臨界水氧化技術中的容器,其設計制造技術**著一個國家的工業前列水平。輕量化與優化設計:隨著分析設計方法和計算機技術的普及,基于有限元分析和拓撲優化的設計得以實現,能在保證安全的前提下精確控制應力分布,去除冗余材料,實現輕量化,降低成本和能耗。智能化與數字化:物聯網(IoT)技術使得在役壓力容器的智能監測成為可能。通過植入傳感器,實時監測應力、溫度、腐蝕速率等數據,并構建“數字孿生”模型,可實現預測性維護和智能化安全管理,大幅提升安全可靠性。新材料與新工藝的應用:復合材料壓力容器(如全復合材料氣瓶)因其輕質**、耐腐蝕的優點,在氫能儲存和交通運輸領域前景廣闊。增材制造。 南京壓力容器SAD設計
- 快開門設備疲勞設計方案價錢 2025-12-18
- 江蘇吸附罐疲勞設計服務價格 2025-12-18
- 浙江壓力容器分析設計業務費用 2025-12-17
- 上海快開門設備疲勞設計哪家好 2025-12-17
- 西藏快開門式硫化罐技術特性 2025-12-17
- 江蘇特種設備疲勞分析哪家專業 2025-12-17
- 江蘇深海環境模擬試驗機企業 2025-12-17
- 上海快開門設備疲勞設計 2025-12-17
- 壓力容器設計二次開發咨詢 2025-12-17
- 常州壓力容器常規設計 2025-12-17
- 廣東動態性能好五軸機床五軸五聯動機行業報價 2025-12-18
- 山東非標定制絕緣套管上漆生產線銷售廠家 2025-12-18
- 寶山區新能源防水型連接電機 2025-12-18
- 上海小麥種子成套設備聯系方式 2025-12-18
- 福建3軸點膠機銷售廠家 2025-12-18
- 安徽硅片平面拋光機價格 2025-12-18
- 大型建筑材料的質量檢測哪家強 2025-12-18
- 黑龍江立柱式超聲波焊接設備 2025-12-18
- 惠山區本地散熱手機殼生產廠家 2025-12-18
- 虹口區多功能攪拌機 2025-12-18