壓力容器SAD設計費用標準
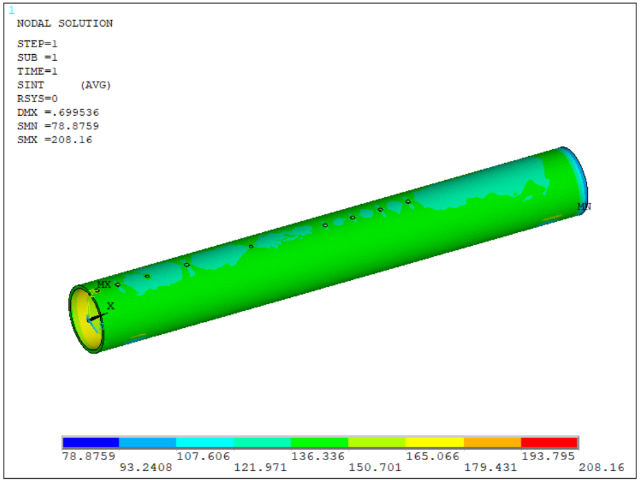
材料選擇的關鍵因素壓力容器材料需兼顧強度、韌性、耐腐蝕性和焊接性能。碳鋼(如Q345R)成本低且工藝成熟,適用于中低壓容器;不銹鋼(如304/316L)用于腐蝕性介質;低溫容器需選用奧氏體不銹鋼或鎳鋼(如9%Ni)。選材時需注意:許用應力:取材料抗拉強度/(ASME標準);沖擊韌性:低溫工況需進行夏比V型缺口試驗;環境適應性:硫化氫環境需抗氫誘導裂紋(HIC)鋼;經濟性:復合鋼板(如Q345R+316L)可降低高合金用量。此外,材料需提供質保書,并符合NB/T47018等采購規范。壁厚計算與強度校核筒體和封頭的壁厚計算是設計**。以圓柱形筒體為例,壁厚公式為:t=PDi2[σ]t??P+Ct=2[σ]t??PPDi+C其中[σ]t[σ]t為設計溫度下許用應力,??為焊接接頭系數,CC為腐蝕裕量與加工減薄量之和。封頭設計需考慮形狀系數(如標準橢圓形封頭K=),半球形封頭壁厚可減半但成型成本高。對于外壓容器(如真空儲罐),需按GB/,通過計算臨界失穩壓力或查Barlow圖表確定加強圈間距。所有計算結果需向上圓整至鋼板標準厚度(如6、8、10mm等)。 分析設計能精確計算結構不連續區域的局部應力和應變集中。壓力容器SAD設計費用標準
深海快速接頭的結構設計與材料選擇,深海環境模擬試驗裝置的快速接頭需承受**(可達60MPa以上)、低溫(2~4℃)及腐蝕性介質(如海水)的復合作用。典型結構采用雙瓣式卡箍鎖緊機構,由鈦合金(Ti-6Al-4VELI)或鎳基合金(Inconel625)制成,具有以下特點:密封形式:金屬對金屬密封(如錐面-球面配合)配合O型圈(氟橡膠或聚四氟乙烯包覆),確保在5000米水深下泄漏率<1×10??cc/s。鎖緊機制:液壓驅動或手動旋轉鎖環(1/8轉即可完成鎖緊),鎖緊力通過有限元優化設計,避免局部應力超過材料屈服強度。防腐蝕處理:表面采用等離子噴涂Al?O?涂層或陰極保護(犧牲陽極)。某國產化接頭在模擬4500米環境的壓力艙中通過2000次插拔循環測試,密封性能仍滿足ISO13628-7標準。 壓力容器設計二次開發服務流程請討論基于斷裂力學的“疲勞-蠕變交互作用”分析方法及其工程挑戰。
壓力容器設計必須符合**或國家標準,如ASMEBPVCVIII-1(美國)、EN13445(歐洲)或GB/T150(**)。ASMEVIII-1采用“規則設計”,允許基于經驗公式的簡化計算;而ASMEVIII-2(分析設計)需通過詳細應力分析。GB/T150將容器分為一類、二類、三類,按危險等級提高設計要求。標準中明確規定了材料許用應力、焊接接頭系數(通常取)、腐蝕裕量(一般增加1~3mm)等關鍵參數。設計者還需遵循屬地監管要求,如**需通過TSG21《固定式壓力容器安全技術監察規程》的合規審查。壓力容器的常規設計基于彈性失效準則,即容器在正常工作壓力下應保持彈性變形狀態。設計時需考慮主要載荷包括內壓、外壓、溫度梯度、風載及地震載荷等。根據薄壁理論(如中徑公式),當容器壁厚與直徑比小于1/10時,周向應力(環向應力)是軸向應力的2倍,計算公式為σ_θ=PD/2t(P為設計壓力,D為內徑,t為壁厚)。此外,設計需滿足靜態平衡條件,并考慮局部應力集中區域(如開孔接管處)的補強要求。常規設計通常采用規則設計法(如ASMEVIII-1),通過簡化假設確保安全性,但需限制使用范圍(如不適用于循環載荷或極端溫度工況)。
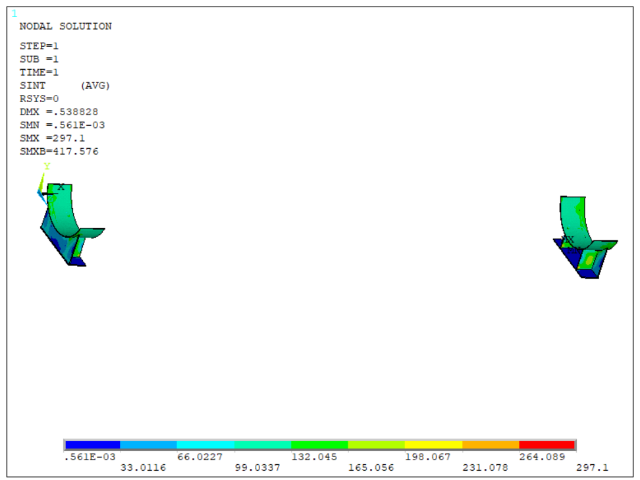
對于在高溫下(通常高于金屬熔點***溫度的)長期運行的壓力容器,如電站的鍋爐汽包、核電中的反應堆壓力容器、煤液化反應器等,靜載荷下的強度問題不再是***焦點,時間依賴型的材料退化機制——蠕變,成為設計的控制因素。蠕變是指材料在持續應力和高溫下,隨時間緩慢發生塑性變形的現象,**終可能導致斷裂(蠕變斷裂)或尺寸失穩。規則設計對此類問題的處理能力非常有限。分析設計則提供了強大的工具來進行蠕變分析。工程師可以進行蠕變-應力分析,模擬材料在數萬甚至數十萬小時設計壽命內的變形和應力重分布過程。由于蠕變變形會緩解掉部分初始彈性應力,應力場會隨時間演變。分析設計可以預測關鍵部位(如接管區)的累積蠕變應變,確保其在整個設計壽命內不超過材料的容許極限,防止過度變形導致密封失效或壁厚減薄。更進一步,對于高溫法蘭-螺栓-墊片系統,分析設計能進行蠕變-松弛分析。初始預緊的螺栓力會因法蘭和螺栓材料的蠕變而逐漸衰減(松弛),可能導致墊片密封比壓不足而發生泄漏。通過仿真,可以預測螺栓力的衰減曲線,從而優化螺栓預緊力、材料選擇(選用抗蠕變性能更好的材料)或制定必要的在役再擰緊策略,保障連接接頭在高溫下的密封可靠性。 基于彈性應力分類法,區分一次、二次及峰值應力,確保結構安全。
壓力容器行業屬于典型的離散型制造,多品種、小批量、非標定制化特點明顯,傳統模式下依賴焊工等技能人員,生產效率和質量穩定性是管理難點。通過數字化轉型和智能制造升級,企業可以開辟巨大的內部運營效率提升空間,并為商業模式創新提供可能。在設計端,部署基于PLM/PDM系統的協同設計平臺,并開發參數化設計與快速報價系統,能將非標產品的設計周期從數周縮短至幾天,快速響應客戶需求。在生產端,實施MES(制造執行系統),為每個容器建立***的“數字身份證”,實時追蹤其從下料、成型、焊接、熱處理到檢測的全過程,實現生產進度、物料、質量數據的透明化管理,***減少在制品庫存和等待時間。在**制造環節,投資自動化、智能化設備是關鍵:如集成視覺系統的智能焊接機器人,不僅能保證焊縫質量的穩定性和可追溯性,還能降低對高級焊工的依賴;大型板材的激光自動下料、封頭的機器人拋光、AGV物流小車等,都能大幅提升效率、降低人工成本與勞動強度。更進一步,通過構建工廠數字孿生,可以在虛擬世界中模擬和優化整個生產流程,從而實現真正的柔性制造。數字化轉型的成果**終體現在:更短的交貨周期、更低的生產成本、更高的質量一致性以及實現大規模定制的能力。 該方法適用于有循環載荷或苛刻工況的壓力容器設計。壓力容器SAD設計費用標準
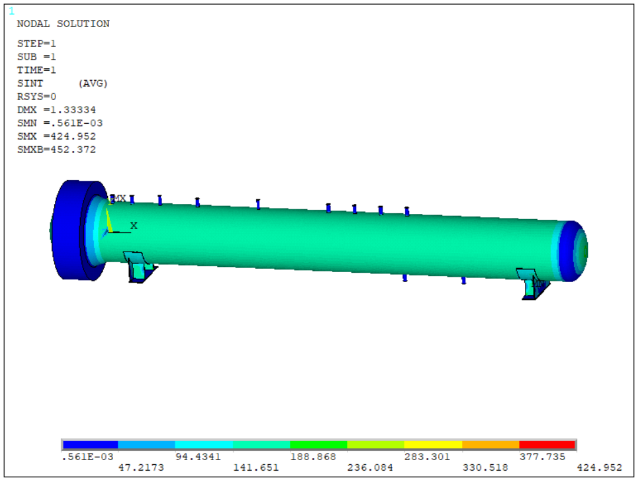
分析設計降低保守性,實現容器輕量化與安全性的平衡。壓力容器SAD設計費用標準
并非所有企業都有資源和能力去覆蓋所有類型的壓力容器。另一個極具潛力的上升路徑是放棄“大而全”,選擇“小而美”,專注于一個或幾個細分市場,做深做透,成為該領域無可爭議的“隱形***”。細分市場可以按行業劃分:例如,專門為生物制藥行業提供符合GMP、FDA要求的無菌級壓力容器,精通于不銹鋼電解拋光、自動焊接、衛生級設計;專注于食品飲料行業的發酵罐、調配罐,精通于CIP/SIP(就地清洗/滅菌)系統集成;或深耕船舶配套領域,專業制造船用液化氣(LNG/LPG)燃料罐和貨物圍護系統。也可以按材料劃分:例如,成為鈦、鋯、鎳基合金等特種材料壓力容器的**,掌握這些活性金屬的特殊焊接和熱處理工藝,服務于強腐蝕化工環境;或者專注于復合材料壓力容器的研發與制造。還可以按工藝劃分:例如,專精于厚壁容器的深孔加工、超大型容器的現場組焊、或特殊熱處理工藝。通過專業化,企業可以集中研發資源,積累該領域****的工程經驗和數據庫,打造***的成本控制和產品質量。當客戶有相關需求時,***個想到的就是你。這種深度專業化構建了強大的壁壘,即使大型綜合型企業也難以輕易介入,從而讓企業在細分賽道中獲得定價權和穩定的市場份額,利潤率遠高于通用產品市場。 壓力容器SAD設計費用標準
- 快開門設備疲勞設計方案價錢 2025-12-18
- 江蘇吸附罐疲勞設計服務價格 2025-12-18
- 壓力容器ANSYS分析設計哪家服務好 2025-12-18
- 浙江壓力容器分析設計業務費用 2025-12-17
- 上海快開門設備疲勞設計哪家好 2025-12-17
- 西藏快開門式硫化罐技術特性 2025-12-17
- 江蘇特種設備疲勞分析哪家專業 2025-12-17
- 江蘇深海環境模擬試驗機企業 2025-12-17
- 上海快開門設備疲勞設計 2025-12-17
- 壓力容器設計二次開發咨詢 2025-12-17
- 武漢間歇轉盤噴砂機直銷 2025-12-18
- 廣東動態性能好五軸機床五軸五聯動機行業報價 2025-12-18
- 山東非標定制絕緣套管上漆生產線銷售廠家 2025-12-18
- 寶山區新能源防水型連接電機 2025-12-18
- 上海小麥種子成套設備聯系方式 2025-12-18
- 福建3軸點膠機銷售廠家 2025-12-18
- 安徽硅片平面拋光機價格 2025-12-18
- 循環漿液泵報價 2025-12-18
- 大型建筑材料的質量檢測哪家強 2025-12-18
- 黑龍江立柱式超聲波焊接設備 2025-12-18