寧夏質量控制柜以客為尊
實驗室的精密控制柜采用了防磁屏蔽設計,能有效隔絕外部電磁場干擾,確保內部儀器測量精度。溫度控制模塊采用 PID + 模糊控制算法,將恒溫箱的溫度波動控制在 ±0.1℃以內,滿足精密實驗需求。柜內的氣體控制單元能精確調節氮氣、氧氣等多種氣體的混合比例,流量控制精度可達 0.1L/min。柜門的密封條采用食品級硅橡膠材質,能實現 IP65 的防護等級,防止灰塵和液體侵入。系統具備完善的日志記錄功能,能保存一年的溫度、壓力、流量等參數曲線,支持通過 U 盤導出或網絡上傳,方便實驗數據追溯。控制柜支持定制化配置,可根據需求靈活選擇電氣元件,滿足個性化要求。寧夏質量控制柜以客為尊
在工業環境中,灰塵是無處不在的“隱形危險”。大量的灰塵進入控制柜內部,會附著在電氣元件表面,影響元件的散熱和電氣性能,甚至導致短路等故障。因此,控制柜必須具備良好的防塵和密封性能。控制柜的外殼通常采用密封設計,在各個接口和縫隙處安裝了密封條,有效阻止灰塵的進入。同時,在控制柜的進出風口處,會安裝防塵網,過濾空氣中的灰塵顆粒。防塵網的材質和孔徑大小會根據不同的使用環境和防塵要求進行選擇。對于一些對防塵要求極高的場所,如電子芯片制造車間,控制柜還會采用正壓防塵技術。通過在控制柜內部通入經過過濾的干凈空氣,使柜內壓力高于外部壓力,從而防止灰塵從縫隙處進入。此外,定期對控制柜進行清潔和維護也是保證其防塵效果的重要措施。操作人員會使用特用的清潔工具和清潔劑,對控制柜內部和外部的灰塵進行清理,確保電氣元件始終處于良好的工作環境。天津消防控制柜規格尺寸電氣柜的電源管理功能可優先保障關鍵負載供電,提升系統抗風險能力。

控制柜的智能化升級是工業 4.0 發展的必然趨勢,現代控制柜已從單純的控制功能向數據采集、分析與遠程監控方向發展。通過加裝物聯網模塊,控制柜可將設備運行數據(如電流、溫度、故障代碼)實時上傳至云平臺,管理人員通過手機或電腦即可遠程查看設備狀態,實現無人值守。部分高級控制柜還具備邊緣計算能力,能對采集的數據進行本地分析,預測潛在故障,如通過電機電流的微小變化判斷軸承磨損程度,提前發出維護預警,避免突發停機。在智慧工廠中,多臺控制柜通過工業以太網組成網絡,實現數據共享與協同控制,如當一條生產線出現故障時,其他相關生產線的控制柜可自動調整運行參數,確保整體生產平衡。
隨著工業4.0和智能制造的推進,控制柜也正經歷著智能化變革。傳統的控制柜正在進化成為智能化的邊緣計算節點。新一代的控制柜集成了物聯網網關,能夠將柜內PLC、傳感器的大量運行數據(如溫度、振動、能耗、設備狀態)實時采集并加密傳輸到云平臺或本地數據中心。借助大數據分析和人工智能算法,可以實現預測性維護——在元器件(如風扇、電容)即將失效前發出預警,從而安排計劃性維修,避免非計劃停機。同時,運維人員可以通過手機或電腦遠程監控控制柜的狀態,甚至進行參數調整和程序更新,大提升了運維效率和響應速度。智能控制柜成為了實現數字化工廠、透明化生產的重要基礎單元。具備遠程功能的控制柜,讓運維人員遠程操作管理,提升工作效率。

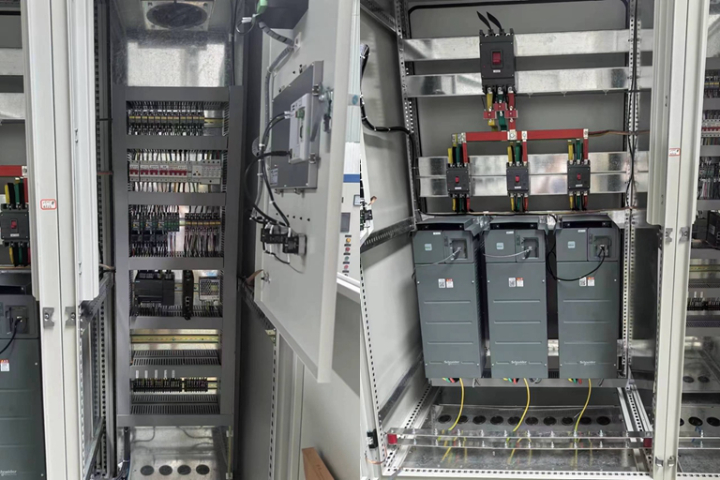
控制柜是工業自動化系統中不可或缺的組成部分,主要用于集中控制和監測各種電氣設備和機械系統。它通常由金屬外殼、控制元件、接線端子、保護裝置和顯示儀表等組成。控制柜的主要功能包括電源分配、設備控制、信號處理和故障報警等。通過合理的設計和布局,控制柜能夠有效地提高設備的運行效率,確保系統的安全性和可靠性。此外,控制柜還可以通過人機界面(HMI)與操作人員進行交互,使得操作和監控變得更加直觀和便捷。在設計控制柜時,需要遵循一系列的原則,以確保其功能性和安全性。首先,設計應考慮到設備的工作環境,包括溫度、濕度、灰塵和振動等因素,以選擇合適的材料和結構。其次,控制柜的布局應合理,確保各個元件之間的距離適當,便于散熱和維護。此外,電氣元件的選擇也至關重要,必須根據負載要求和電氣標準進行選型,以避免過載和短路等問題。蕞后,控制柜的標識和接線圖應清晰明了,以便于后期的維護和故障排查。電氣柜的電磁屏蔽設計有效抑制干擾,保障精密儀器信號傳輸穩定性。江西推廣控制柜性能
電氣柜的散熱風扇支持智能調速,根據負載自動調節風量,節能降噪。寧夏質量控制柜以客為尊
控制柜的維護策略分為預防性維護與預測性維護兩類。預防性維護基于時間或運行次數制定計劃,例如每季度清理柜內灰塵、檢查端子緊固度,每年更換老化元件(如電容、風扇)。預測性維護則通過傳感器實時監測柜內溫度、振動及絕緣電阻等參數,結合大數據分析預測故障發生概率。例如,某汽車工廠焊裝線控制柜安裝了溫度傳感器與振動傳感器,當柜內溫度連續3小時超過55℃或振動加速度超過0.3g時,系統自動觸發預警,提示運維人員檢查風扇或減震裝置。故障診斷需結合電氣原理圖與現場現象綜合分析。常見故障包括電源故障(如斷路器跳閘)、控制故障(如PLC輸出無信號)及通信故障(如Modbus總線中斷)。診斷流程通常為:先檢查電源指示燈與HMI顯示狀態,確認供電是否正常;再通過萬用表測量關鍵點電壓(如24V DC),定位斷路或短路位置;很終利用PLC編程軟件(如STEP 7)查看故障代碼,結合程序邏輯分析控制邏輯錯誤。例如,某注塑機控制柜出現“模板不動作”故障,經檢查發現熱繼電器動作,進一步分析為電機過載,很終通過調整加減速時間參數解決問題。寧夏質量控制柜以客為尊
- 貴州高科技高低壓配電柜以客為尊 2025-12-22
- 中國臺灣智能配電柜設計 2025-12-22
- 新疆污水廠自控系統常見問題 2025-12-22
- 黑龍江廢氣高低壓配電柜哪家便宜 2025-12-22
- 海南哪里控制柜性價比 2025-12-22
- 中國澳門銷售控制柜安裝 2025-12-22
- 天津PLC自控系統性能 2025-12-22
- 海南PLC自控系統生產 2025-12-21
- 貴州PLC控制柜電話 2025-12-21
- 上海銷售高低壓配電柜廠家 2025-12-21
- 代理x射線管組件哪家好 2025-12-22
- 江蘇優勢玻璃纖維材料訂制價格 2025-12-22
- 徐匯區選擇路燈集中管理器銷售廠家 2025-12-22
- 現代化以太網交換機定制價格 2025-12-22
- 杭州常見電線電纜供應商 2025-12-22
- 高新區質量熱縮套管私人定做 2025-12-22
- 吉林密封電動滑臺更有性價比 2025-12-22
- 無憂以太網交換機怎么樣 2025-12-22
- 青浦區哪里二極管模塊 2025-12-22
- 青海拆裝微動開關 2025-12-22