江蘇1700度泡沫陶瓷爐膛材料多少錢
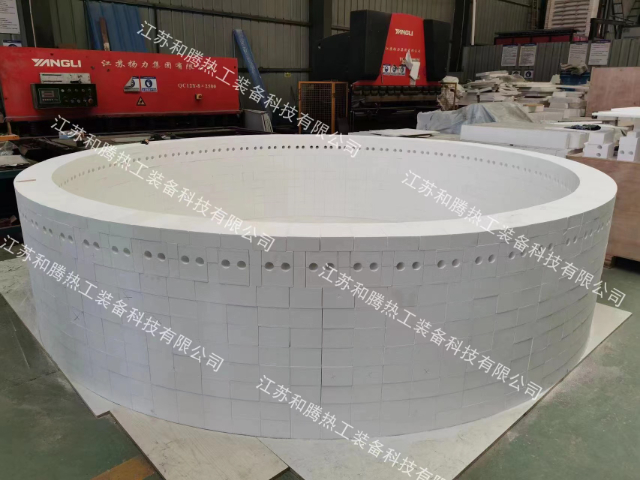
微孔泡沫陶瓷爐膛材料的加工與安裝需滿足更高的精度要求。由于孔徑微小,機械加工時需采用金剛石砂輪低速切割(線速度≤10m/s),避免高溫導致微孔堵塞或結構破損,加工后的表面粗糙度需控制在Ra≤0.8μm,以減少熱量在表面的不規則反射。安裝時,接縫處需使用與材料同質的高溫粘結劑(粒徑≤5μm),確保接縫寬度≤0.5mm,防止局部漏氣影響溫度均勻性。對于大型爐膛的拼接,需采用預組裝定位技術,保證整體平面度誤差≤1mm/m,避免因結構傾斜導致的熱應力集中。使用前需經過高溫預處理(1200℃保溫2小時),消除材料內部殘余應力,防止后續使用中出現開裂。大尺寸爐膛采用拼接工藝,泡沫陶瓷爐膛材料接縫需用高溫粘結劑密封。江蘇1700度泡沫陶瓷爐膛材料多少錢

使用純氧化鋁泡沫陶瓷爐膛材料需注意其特性帶來的操作限制。材料脆性較高,抗沖擊性能弱于含助劑的低純度氧化鋁材料,搬運與安裝時需避免碰撞,拼接時采用高純度高溫粘結劑(氧化鋁基粘結劑,耐溫≥1800℃),接縫寬度控制在2mm以內。由于高溫下無液相燒結相,抗熱震性略遜于95瓷,升降溫速率需控制在50℃/min以內,避免劇烈溫度變化導致開裂。長期使用后需定期檢測孔隙堵塞情況(可通過透氣性測試判斷),當透氣性下降30%以上時,需進行表面清理或局部更換;與金屬部件接觸時,需在接觸面填充柔性耐火纖維,緩沖兩者熱膨脹系數差異(純氧化鋁熱膨脹系數約為8×10??/℃)導致的應力。江蘇升降爐泡沫陶瓷爐膛材料批發泡沫陶瓷爐膛材料適配多種爐型,是高溫爐膛輕量化、節能化的關鍵材料。
微孔泡沫陶瓷爐膛材料的適用場景聚焦于對溫度均勻性和潔凈度要求嚴苛的領域。在電子陶瓷(如多層陶瓷電容器、壓電陶瓷)的燒結爐中,其微孔結構可避免氣流擾動導致的坯體變形,使產品尺寸精度提升5%~10%。在光學玻璃的退火爐內,材料的低熱傳導特性有助于實現緩慢降溫(≤2℃/min),減少玻璃內部應力,提高透光率。對于貴金屬(如金、銀、鉑)的精密熔煉,其高純度(雜質含量≤0.05%)和低揮發特性可防止金屬污染,保證純度達到99.99%以上。在航空航天用復合材料的熱壓爐中,該材料能均勻傳遞熱量,確保復合材料層間結合強度的一致性。
ITO靶材(氧化銦錫靶材)的燒結過程對爐膛材料有極高要求,而泡沫陶瓷憑借獨特性能成為理想選擇。ITO靶材需在1400~1600℃的高溫下燒結,且要求爐膛材料不引入雜質、耐高溫且熱穩定性優異。適配的泡沫陶瓷多為高純度氧化鋁基(95%~99%Al?O?)或氧化鋯基,其孔隙率控制在50%~60%,既保證隔熱性以維持爐內高溫,又通過適度透氣性促進爐內氣氛循環。這類材料與ITO靶材原料(In?O?、SnO?)的化學相容性好,高溫下不會發生反應生成雜質相,確保靶材的成分純度。高溫下,泡沫陶瓷爐膛材料無相變,線收縮率≤0.5%,尺寸穩定性好。

泡沫陶瓷爐膛材料的安裝維護需遵循特用規程以保障效能。安裝時,采用高溫粘結劑(耐溫≥1600℃)拼接,接縫寬度需控制在2~3mm,并用同材質碎料填充,防止熱氣流沖刷導致的接縫擴大。日常維護中,需每季度檢查表面是否有積灰堵塞孔隙,可通過壓縮空氣吹掃清理,保持透氣性。定期檢測(建議每半年一次)包括厚度測量(磨損量超過10%需修補)、熱成像掃描(查找局部過熱區)和聲波檢測(判斷內部是否有空洞)。出現局部破損時,可采用特用修補料填補,修補后的區域強度可恢復至原強度的80%以上,延長整體更換周期。高溫釬焊爐用泡沫陶瓷爐膛材料,不與釬料反應,保證焊接質量。濟南小車窯泡沫陶瓷爐膛材料廠家
泡沫陶瓷爐膛材料與硅鉬棒兼容,不干擾熱傳導,保證加熱效率穩定。江蘇1700度泡沫陶瓷爐膛材料多少錢
陶瓷與建材行業的窯爐是多孔泡沫陶瓷爐膛材料的重要應用場景,適配多種燒成工藝需求。在日用陶瓷輥道窯中,采用莫來石基泡沫陶瓷內襯,可將燒成周期縮短5%~8%,因材料輕質化降低了窯體熱慣性,升降溫速度更易控制。墻地磚燒成窯的預熱帶與冷卻帶使用該材料,能減少熱量向窯外散失,使窯體表面溫度降低20~30℃,改善車間工作環境。在特種陶瓷(如結構陶瓷、功能陶瓷)的燒結爐中,高純度氧化鋁泡沫陶瓷可避免雜質污染,確保陶瓷制品的致密度與性能穩定性,尤其適合ZrO?、Si?N?等不錯陶瓷的燒成。江蘇1700度泡沫陶瓷爐膛材料多少錢
- 上海不掉渣爐膛耐火材料供應商 2025-11-29
- 濟南復合爐膛耐火材料批發價格 2025-11-29
- 天津不掉渣爐膛耐火材料供應商 2025-11-29
- 臺車爐爐膛耐火材料哪家好 2025-11-29
- 常州節能爐膛耐火材料多少錢 2025-11-29
- 廣東復合爐膛耐火材料多少錢 2025-11-29
- 蘇州復合爐膛耐火材料報價 2025-11-29
- 深圳退火爐爐膛耐火材料批發價格 2025-11-29
- 北京箱式爐泡沫陶瓷爐膛材料多少錢 2025-11-29
- 河南復合爐膛耐火材料售價 2025-11-29
- 荊州家用復式電梯直銷廠家 2025-12-19
- 寶山區工業地坪漆怎么樣 2025-12-19
- 天津歐式被動門生產廠家 2025-12-19
- 張家口中空玻璃生產 2025-12-19
- 裝修設計現價 2025-12-19
- 泰州100級凈化車間怎么收費 2025-12-19
- 如皋本地泡沫板單價 2025-12-19
- 貴州聚脲美縫施工教程 2025-12-19
- 浦東新區環保水泥防水材料廠家供應 2025-12-19
- 山東本地第三方巡檢 2025-12-19