上海狹小空間焊接機調試方法
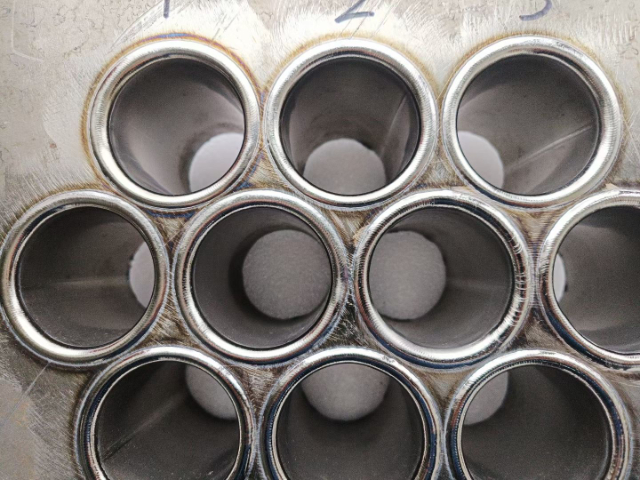
套管焊接機針對石油套管、結構柱套管、換熱器管板接頭等場景中套管與基管間的環形角焊縫或對接焊縫而優化。其在于靈活的位置適應性。通過可調式機架與高性能變位機協同,設備可輕松配置成立式焊接站(套管豎直)或臥式焊接站(套管水平)。在立式配置中,變位機驅動基管旋轉,焊槍固定或微調,完成周向平焊,優勢在于熔池控制穩定;在臥式配置中,則采用焊槍繞管旋轉的方式,可應對超長套管的焊接。控制系統集成了全位置(C/PF/J-LOOP等)焊接參數庫,能根據焊槍相對于重力方向的角度,自動匹配比較好的電流、電壓、速度及擺動參數,確保在仰焊、立焊等位置也能獲得與平焊一致的熔深與成形質量。這種全位置能力使其在風電塔筒基礎套管、化工反應器裙座等大型結構的現場安裝焊接中不可或缺,實現了從工廠預制到現場安裝的焊接質量統一。采用自動充氬與內窺鏡監控,確保不銹鋼管道單面焊雙面成型(光亮面)。上海狹小空間焊接機調試方法
對于壁厚較大的衛生管道(例如,用于高壓力或高純物料輸送),傳統V型坡口需要填充大量金屬,導致熱輸入累積,對材料耐蝕性不利。窄間隙焊接(NGW)技術采用極窄的坡口(寬度可小至6-10mm),減少了填充金屬量,從而明顯降低了總體熱輸入。軌道式窄間隙焊頭設計細長,能夠深入窄縫。焊接時,采用小幅擺動配合精確的層道控制,確保窄縫的兩側壁完全熔合。由于熱輸入低、焊接道次多、熱循環作用分散,整個接頭的熱影響區更窄,組織更均勻,有害相析出的風險大幅降低,很大程度地保持了母材原始的耐腐蝕性能。同時,焊縫收縮引起的變形也大大減小。這項技術將高質量衛生管道焊接的應用范圍從薄壁管擴展到了中厚壁管,滿足了生物反應器、大型配液系統等重型衛生裝備的制造需求。無錫管管焊接機租賃管路系統設計無死角快裝卡具,滿足CIP/SIP清洗驗證的安裝要求。

開啟式管焊機明顯的特征是其機械結構,采用類似“C”形鉗或龍門框架的開放式設計。這使得設備可以直接“抱合”在已安裝就位的管道上,而無需將管道從系統中切割下來。C形結構輕巧靈活,適用于空間受限的場合;門式結構剛性好,能承載更重的焊槍和附件。設備通過鏈條、柔性帶或剛性卡箍緊固在管壁上,形成一個穩定的焊接平臺。這種非侵入式的特點,使得在運行的工廠、正在建造的船舶、已架設的油氣管道上進行在線維修、加裝支管或更換管段成為可能,避免了系統整體停機帶來的巨大經濟損失。它極大地擴展了自動化焊接的應用邊界,從制造車間延伸至維護、改造、搶修等全生命周期服務領域。
焊接不銹鋼、鎳基合金、鈦合金等活性金屬套管時,焊縫金屬在高溫下極易與空氣中的氧、氮發生反應,導致脆化、耐腐蝕性下降。本專機的雙通道氣體保護系統為此提供了雙重保障。-路為主保護氣,從焊槍噴嘴流出,覆蓋電弧區域和正面熔池;第二路為背面保護氣,通過專門的導氣裝置(如可伸縮的氣體擴散桿)送入套管與基管構成的封閉或半封閉腔體內,置換其中的空氣。兩路氣體的流量、提前送氣與滯后斷氣時間均可獨特精確控制。對于通徑極小的套管,還會采用整體充氬艙室。該系統能將焊接區域的氧含量控制在50ppm以下,確保焊縫金屬的純凈度,使其耐腐蝕性能與母材匹配。在海洋工程用雙相不銹鋼套管、化工設備哈氏合金襯管以及航空航天鈦合金管路等關鍵部件的焊接中,此項保護技術是保證產品服役可靠性的必備條件。通過遠程遙控與視覺監控,實現危險環境的遙操作焊接。
野外大型管道的組對精度受制于吊裝設備、地形等因素,難以達到工廠水平,常存在幾毫米的錯邊和橢圓度。集成化的激光視覺跟蹤系統在焊接前對整圈坡口進行快速掃描,建立實際坡口的三維模型。焊接過程中,系統實時對比理論軌跡與實際坡口中心,并驅動焊槍進行橫向(X/Y軸)和高度(Z軸)的補償運動,確保電弧始終對準接頭中心。同時,系統根據實時檢測到的坡口寬度和錯邊量,自動微調焊接電流和擺動寬度,以適應熱量的需求變化。例如,當遇到局部間隙變大時,系統自動增加擺動幅度并可能略微降低速度,以保證側壁熔合;遇到錯邊時,則調整電弧偏向較高的一側。這種智能適應能力,極大地降低了對前期組對精度的依賴,提高了焊接一次合格率,減少了因組對不良導致的返修。采用藥芯焊絲(FCAW)或金屬粉芯焊絲(MAG)工藝,提升戶外焊接效率與抗風能力。青島小型焊接機電話
支持氬弧焊、氣保焊等多種工藝,滿足碳鋼、不銹鋼等材質的在線修復。上海狹小空間焊接機調試方法
對于有內部壓力或流體密封要求的薄壁管環縫對接焊(如制冷管路),根部焊道的背面成型質量至關重要。高精度三爪或四爪自定心卡盤確保了兩截管子的同軸度和端面貼合,間隙被控制在0.05-0.1mm的理想范圍內。背壓氣體控制系統則負責在管道內部建立并維持一個穩定的微正壓惰性氣體環境(通常為氬氣)。該系統包含精密減壓閥、流量計和壓力傳感器。焊接開始時,先以較大流量吹掃管道內部空氣,然后切換至一個較低的維持流量,并在焊接全程保持壓力穩定(如0.2-0.5Bar)。這個微正壓有兩個作用:一是持續排除可能侵入的空氣;二是在熔池背面形成一個微弱的支撐力,配合正面的電弧力與表面張力,共同塑造出均勻、略微內凹或平齊的背面焊縫成形,避免內凹過度或產生焊瘤,從而保證管路內壁光滑,減少流動阻力與雜質滯留。上海狹小空間焊接機調試方法
昆山博爾勒自動化科技有限公司是一家有著雄厚實力背景、信譽可靠、勵精圖治、展望未來、有夢想有目標,有組織有體系的公司,堅持于帶領員工在未來的道路上大放光明,攜手共畫藍圖,在江蘇省等地區的機械及行業設備行業中積累了大批忠誠的客戶粉絲源,也收獲了良好的用戶口碑,為公司的發展奠定的良好的行業基礎,也希望未來公司能成為*****,努力為行業領域的發展奉獻出自己的一份力量,我們相信精益求精的工作態度和不斷的完善創新理念以及自強不息,斗志昂揚的的企業精神將**昆山博爾勒自動化科技供應和您一起攜手步入輝煌,共創佳績,一直以來,公司貫徹執行科學管理、創新發展、誠實守信的方針,員工精誠努力,協同奮取,以品質、服務來贏得市場,我們一直在路上!
- 河南全自動管板焊接機專機 2025-12-20
- 昆山鈦合金管焊接機調試方法 2025-12-20
- 上海管道安裝管板焊接機焊接技巧 2025-12-20
- 廣東定制焊接機租賃 2025-12-20
- 無錫封閉式全位置焊接機維修 2025-12-20
- 江蘇密封式管焊機生產廠家 2025-12-20
- 管法蘭專機廠家直銷 2025-12-20
- 水冷焊接機調試方法 2025-12-20
- 湖南氬弧焊管板焊接機配件 2025-12-20
- 上海氬弧焊管板焊接機費用 2025-12-20
- 浙江疊網復合式斜網紙機機械設備生產廠家 2025-12-20
- 北京英國皇室御用防火柜尺寸大小 2025-12-20
- 海南減壓閥 2025-12-20
- 張家港直銷工裝夾具按需定制 2025-12-20
- 鎮江家用電梯品牌 2025-12-20
- 北京氣釘軸氣脹軸定做價格 2025-12-20
- 上海輸送線廠家直銷 2025-12-20
- 唐山pp噴淋塔廢氣處理 2025-12-20
- 蘇州彈簧拉力試驗機售價 2025-12-20
- 徐匯區便宜的氣動元件銷售廠家 2025-12-20