上海全位置自動化焊接機如何更換夾具
薄管焊接的成功高度依賴于一組近乎完美的焊接參數(shù)組合(電流、電壓、速度、脈沖頻率、送絲速度等)。傳統(tǒng)調(diào)試依賴工程師經(jīng)驗,耗時且不穩(wěn)定。專機內(nèi)置的“一鍵優(yōu)化”功能,實質(zhì)是一個基于大量工藝試驗數(shù)據(jù)和物理模型構(gòu)建的系統(tǒng)數(shù)據(jù)庫。用戶只需在人機界面上選擇或輸入幾個關(guān)鍵變量:母材類型(如304不銹鋼)、壁厚(如1.0mm)、管徑(如Φ25mm)、接頭形式(對接、角接),系統(tǒng)便會自動從數(shù)據(jù)庫中調(diào)用經(jīng)過驗證的比較好參數(shù)包,并完成所有相關(guān)子系統(tǒng)(電源、送絲機、擺動器、氣體)的參數(shù)預(yù)置。更進一步,一些先進系統(tǒng)具備“自學(xué)習(xí)”能力,在焊接后,通過視覺或電弧傳感對焊縫成形進行評價,并微調(diào)參數(shù),使下一次焊接更完美。這極大地降低了操作門檻,保證了工藝的重現(xiàn)性,即使新手也能快速生產(chǎn)出高質(zhì)量產(chǎn)品,特別適合多品種、小批量的柔性化生產(chǎn)模式。集成激光或電弧自動對縫跟隨,薄管搭接或套接接頭。上海全位置自動化焊接機如何更換夾具

厚壁焊接通常使用大規(guī)格焊槍(如水冷式寬擺幅焊槍)、附帶送絲機構(gòu)、跟蹤傳感器、清潔裝置等,整體負載重。為保障在高負載下沿管道平穩(wěn)、精確運行,本設(shè)備采用重型封閉式軌道,由高強度鋼制成,抗彎曲和抗扭能力極強。爬行小車采用雙電機驅(qū)動,左右輪同步,提供強大的牽引力和爬坡能力,且徹底避免了單驅(qū)可能出現(xiàn)的打滑或不同步。小車與軌道之間采用精密齒輪齒條或摩擦輪壓緊機構(gòu),確保即使在垂直管段上運行也無下滑風(fēng)險。這種強的機械穩(wěn)定性,是保證厚壁焊接過程中電弧長度恒定、熔池穩(wěn)定、焊縫成形均勻的基礎(chǔ),杜絕了因設(shè)備抖動導(dǎo)致的未熔合、咬邊等缺陷。上海全位置自動化焊接機如何更換夾具采用高速旋轉(zhuǎn)焊槍,最大轉(zhuǎn)速300RPM,滿足薄壁套管焊接需求。

薄壁管焊接的矛盾在于:需要足夠熱量實現(xiàn)金屬熔合,卻又極易因熱輸入過量導(dǎo)致燒穿、塌陷。微束等離子焊接工藝通過壓縮電弧,形成能量密度極高、直徑細小的針狀電弧,能在0.1-0.5mm的極薄板上穩(wěn)定燃燒。其“剛性弧柱”特性使得弧長變化對熱量影響小,配合精密的維弧電流控制,實現(xiàn)了對熱輸入的毫焦耳級精細調(diào)節(jié)。精密脈沖TIG工藝則采用高頻脈沖(可達500Hz以上),通過高峰值電流瞬間熔化工件,隨即轉(zhuǎn)入低基值電流維持電弧并令熔池冷卻凝固。通過調(diào)節(jié)“峰基值時間比”,可精確控制熔深。這兩種工藝均需與高動態(tài)響應(yīng)的電源和運動系統(tǒng)配合。例如,在航空航天發(fā)動機的毛細冷卻管路(材料為哈氏合金,壁厚0.3mm)焊接中,微束等離子焊可達到近乎完美的背面成型,無下垂;而在半導(dǎo)體設(shè)備中用于輸送高純氣體的316L薄壁管(Φ6x0.5mm)焊接中,精密脈沖TIG能確保焊縫全圓周熔透均勻,且熱影響區(qū)寬度小于0.8mm,完全滿足對變形和晶粒生長的嚴(yán)苛限制。
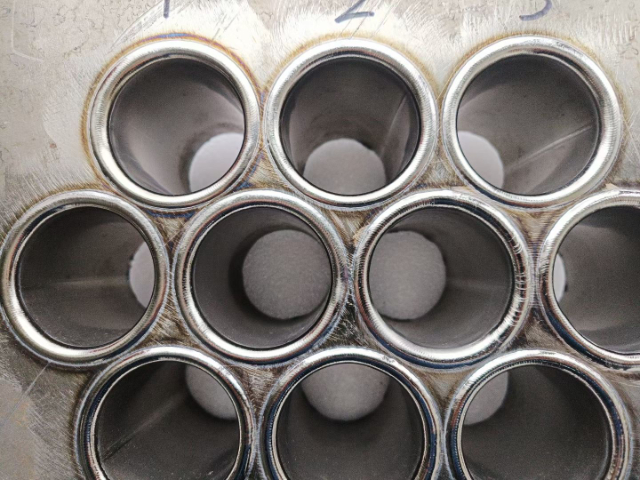
在換熱器管板、除塵器花板、模塊化建筑節(jié)點等應(yīng)用場景,基板上往往呈矩陣式分布數(shù)十甚至上百個套管接頭。為實現(xiàn)全自動化批量焊接,本設(shè)備集成了先進的激光尋址視覺系統(tǒng)。焊接前,系統(tǒng)通過激光掃描快速建立工件坐標(biāo)系,并識別出每一個套管接頭的實際中心坐標(biāo)。焊接時,運動機構(gòu)依據(jù)此坐標(biāo)地圖,驅(qū)動焊槍快速、精細地移動至每一個焊接起始點。自適應(yīng)起弧功能則在焊槍到位后,通過接觸傳感或低電流掃描,自動探測接頭高度,并微調(diào)起弧位置與參數(shù),補償工件整體的平面度誤差或單個套管的安裝高度差。整個焊接流程——從定位、尋址、起弧、焊接、收弧到移至下一工位——全部由程序控制自動完成,無需人工干預(yù)。這極大提升了多套管產(chǎn)品焊接的效率和一致性,降低了人工成本,是實現(xiàn)智能化“黑燈工廠”生產(chǎn)線的重要組成部分。采用水冷或強風(fēng)冷工裝,薄管焊接區(qū)的整體熱變形小。
波紋管壁厚極薄(0.1-0.5mm),焊接時熔池表面張力難以對抗重力,極易發(fā)生塌陷、燒穿。柔性仿形銅襯墊是解決此問題的經(jīng)典方案。該襯墊由高導(dǎo)熱率的紫銅或鈹銅制成,其接觸面精密加工成與波紋管外波形完全吻合的凹槽。焊接時,襯墊在背面緊密貼合支撐,一方面迅速將焊接熱量導(dǎo)走,大幅降低工件溫度,防止過熱;另一方面為熔池金屬提供剛性承托,防止其下墜。襯墊內(nèi)部通常通有冷卻水,以保持其持續(xù)的散熱能力。對于復(fù)雜波形,襯墊采用分段式或柔性可調(diào)設(shè)計,以適應(yīng)不同規(guī)格。這種“傳導(dǎo)散熱+機械支撐”雙重作用,是保障超薄壁波紋管焊接成功率、獲得良好背面成形的關(guān)鍵工藝裝備。配備柔性軌道與爬行小車,可在復(fù)雜空間內(nèi)完成管道固定口全位置焊。江蘇空調(diào)管焊接機租賃
搭載自適應(yīng)坡口跟隨系統(tǒng),自動補償管道組對錯邊與橢圓度。上海全位置自動化焊接機如何更換夾具
衛(wèi)生級管道安裝空間復(fù)雜,存在大量的水平固定焊(2G)、垂直固定焊(5G)和傾斜固定焊(6G)等全位置焊縫。全自動焊機通過軌道式爬行小車或機械手,攜帶焊槍沿管道環(huán)縫精確運動。其控制系統(tǒng)內(nèi)嵌了全位置焊接參數(shù)庫。系統(tǒng)根據(jù)焊槍在管道圓周上的實時位置(通過編碼器反饋),自動、動態(tài)地調(diào)整焊接電流、電壓、速度和擺動參數(shù)。例如,在仰焊位置(6點鐘方向)自動采用較小電流和較快的焊接速度以防止熔池下墜;在平焊位置(12點鐘方向)則可采用較大電流以提高效率。焊槍通常設(shè)計有自動旋轉(zhuǎn)功能,以保持焊絲或鎢極始終處于比較好角度。全程精確的層流保護和背面充氬,確保了無論在哪個位置焊接,管道內(nèi)壁都能獲得光亮、平滑、無氧化色的成型,完全避免了手工焊因位置困難而導(dǎo)致的內(nèi)壁凹陷或氧化,實現(xiàn)了安裝現(xiàn)場與預(yù)制車間同等的焊接質(zhì)量。上海全位置自動化焊接機如何更換夾具
昆山博爾勒自動化科技有限公司在同行業(yè)領(lǐng)域中,一直處在一個不斷銳意進取,不斷制造創(chuàng)新的市場高度,多年以來致力于發(fā)展富有創(chuàng)新價值理念的產(chǎn)品標(biāo)準(zhǔn),在江蘇省等地區(qū)的機械及行業(yè)設(shè)備中始終保持良好的商業(yè)口碑,成績讓我們喜悅,但不會讓我們止步,殘酷的市場磨煉了我們堅強不屈的意志,和諧溫馨的工作環(huán)境,富有營養(yǎng)的公司土壤滋養(yǎng)著我們不斷開拓創(chuàng)新,勇于進取的無限潛力,昆山博爾勒自動化科技供應(yīng)攜手大家一起走向共同輝煌的未來,回首過去,我們不會因為取得了一點點成績而沾沾自喜,相反的是面對競爭越來越激烈的市場氛圍,我們更要明確自己的不足,做好迎接新挑戰(zhàn)的準(zhǔn)備,要不畏困難,激流勇進,以一個更嶄新的精神面貌迎接大家,共同走向輝煌回來!
- 河南全自動管板焊接機專機 2025-12-20
- 廣東定制焊接機租賃 2025-12-20
- 無錫封閉式全位置焊接機維修 2025-12-20
- 管法蘭專機廠家直銷 2025-12-20
- 水冷焊接機調(diào)試方法 2025-12-20
- 湖南氬弧焊管板焊接機配件 2025-12-20
- 上海氬弧焊管板焊接機費用 2025-12-20
- 上海管平齊管板焊接機焊接電源 2025-12-20
- 青島管管焊接機調(diào)試電流 2025-12-20
- 廣東天然氣管道管板焊接機廠家直銷 2025-12-20
- 鎮(zhèn)江家用電梯品牌 2025-12-20
- 北京氣釘軸氣脹軸定做價格 2025-12-20
- 上海輸送線廠家直銷 2025-12-20
- 唐山pp噴淋塔廢氣處理 2025-12-20
- 蘇州彈簧拉力試驗機售價 2025-12-20
- 徐匯區(qū)便宜的氣動元件銷售廠家 2025-12-20
- 湖南YS12多功能貼片機供應(yīng)商 2025-12-20
- 安徽液壓高速分散機 2025-12-20
- 上海密封環(huán)定制 2025-12-20
- 深圳全自動離線PCBA清洗機通用結(jié)構(gòu)件 2025-12-20