蘇州直銷裝配流水線控制
管路裝配工位的切斷設(shè)備采用激光切割技術(shù),實現(xiàn)了管路的高精度切斷和端面處理。傳統(tǒng)的機(jī)械切割方式容易導(dǎo)致管路端面出現(xiàn)毛刺、變形等問題,影響后續(xù)的插管質(zhì)量。激光切割技術(shù)通過高能量密度的激光束對管路進(jìn)行切割,切割過程中熱影響區(qū)小,能夠保證管路端面平整光滑,無毛刺、無變形。激光切割的參數(shù)(如切割速度、激光區(qū)小,能夠保證管路端面平整光滑,無毛刺、無變形。激光切割的參數(shù)(如切割速度、激光功率)可以根據(jù)管路的材質(zhì)和直徑進(jìn)行精確調(diào)整,確保切割質(zhì)量的一致性。切割完成后,設(shè)備還會對管路端面進(jìn)行自動打磨和清潔處理,去除可能存在的微小雜質(zhì)和氧化層,進(jìn)一步提升端面質(zhì)量。這種高精度的切斷和端面處理技術(shù),為管路的高質(zhì)量裝配提供了良好的基礎(chǔ),減少了因端面質(zhì)量問題導(dǎo)致的密封不良風(fēng)險。掃碼數(shù)據(jù)實時上傳,構(gòu)建產(chǎn)品質(zhì)量追溯體系。蘇州直銷裝配流水線控制

自動插管功能在操作過程中會實時監(jiān)測插管力和插管深度,并將相關(guān)數(shù)據(jù)通過自動掃碼關(guān)聯(lián)至產(chǎn)品檔案。在管路插管過程中,力傳感器會記錄插管過程中的平均阻力等數(shù)據(jù),位移傳感器會記錄實際插管深度。這些數(shù)據(jù)會在插管完成后,通過自動掃碼獲取的油箱標(biāo)識信息,實時上傳至生產(chǎn)管理系統(tǒng),與該油箱的產(chǎn)品檔案進(jìn)行關(guān)聯(lián)存儲。通過對這些數(shù)據(jù)的分析,管理人員可以了解不同批次管路和接口的裝配難度,評估管路和接口的制造質(zhì)量。若某一批次管路的插管阻力普遍偏大,可能說明該批次管路的尺寸精度存在問題;若某一工位的插管深度波動較大,可能提示該工位的設(shè)備需要進(jìn)行校準(zhǔn)。這種基于實際裝配數(shù)據(jù)的分析和反饋,為生產(chǎn)過程的持續(xù)改進(jìn)提供了有力依據(jù),有助于不斷優(yōu)化產(chǎn)品設(shè)計和生產(chǎn)工藝。蘇州直銷裝配流水線控制流水線節(jié)能設(shè)計,降低運行能耗成本。
自動掃碼功能貫穿于汽車油箱裝配流水線的全過程,實現(xiàn)了生產(chǎn)數(shù)據(jù)的實時采集與追溯管理。在油箱殼體上線時,自動掃碼設(shè)備會讀取殼體上的原始標(biāo)識,將其錄入生產(chǎn)管理系統(tǒng),建立產(chǎn)品檔案。在泵閥裝配工位,掃碼設(shè)備會記錄泵閥的型號、序列號等信息,并與油箱標(biāo)識關(guān)聯(lián),確保泵閥與油箱的匹配性。管路裝配時,掃碼記錄管路的規(guī)格、生產(chǎn)批次等數(shù)據(jù),為后續(xù)的質(zhì)量追溯提供依據(jù)。在自動嵌環(huán)鎖緊、自動插管等關(guān)鍵工序,掃碼設(shè)備會將裝配參數(shù)(如鎖緊力、插管深度等)與油箱標(biāo)識綁定存儲。當(dāng)油箱經(jīng)過電性能測試、氣密性測試、視覺檢測等環(huán)節(jié)時,掃碼功能會記錄各項檢測結(jié)果,形成完整的質(zhì)量檢測報告。之后,在產(chǎn)品下線時,通過掃碼匯總所有生產(chǎn)和檢測數(shù)據(jù),生成產(chǎn)品合格證書,實現(xiàn)了從原材料投入到成品出廠的全流程數(shù)據(jù)追溯,為生產(chǎn)過程的優(yōu)化和質(zhì)量問題的分析提供了可靠的數(shù)據(jù)支撐。
電性能測試系統(tǒng)的測試程序采用模塊化設(shè)計,便于根據(jù)不同產(chǎn)品需求進(jìn)行快速調(diào)整和擴(kuò)展。測試程序由多個功能模塊組成,如電源模塊、信號采集模塊、數(shù)據(jù)分析模塊、結(jié)果判斷模塊等,每個模塊負(fù)責(zé)特定的測試功能。當(dāng)需要測試新車型的油箱電子部件時,操作人員只需根據(jù)新部件的測試需求,選擇相應(yīng)的功能模塊進(jìn)行組合和參數(shù)設(shè)置,無需重新編寫整個測試程序。對于新增的測試項目,可以通過開發(fā)新的功能模塊并集成到測試程序中實現(xiàn),具有良好的擴(kuò)展性。模塊化設(shè)計還便于程序的維護(hù)和升級,當(dāng)某一功能模塊需要優(yōu)化或修復(fù)時,只需對該模塊進(jìn)行修改,不會影響其他模塊的正常運行。這種模塊化的測試程序設(shè)計,提高了電性能測試系統(tǒng)的靈活性和適應(yīng)性,能夠快速響應(yīng)產(chǎn)品升級和變化的需求。電性能測試多模式切換,適配不同檢測需求。

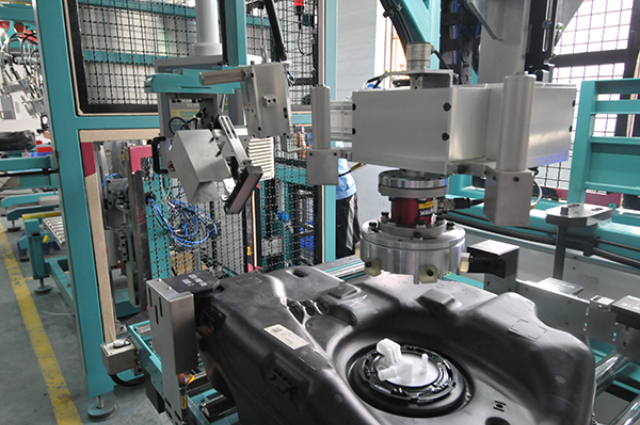
泵閥裝配環(huán)節(jié)中應(yīng)用的自動嵌環(huán)鎖緊功能,進(jìn)一步強(qiáng)化了泵閥與油箱殼體連接的密封性和結(jié)構(gòu)強(qiáng)度。泵閥與油箱殼體的連接接口處通常需要安裝密封嵌環(huán),以防止燃油從接口處泄漏。在泵閥裝配前,自動嵌環(huán)鎖緊設(shè)備會先將密封嵌環(huán)安裝在油箱的泵閥接口處。設(shè)備的取料機(jī)構(gòu)準(zhǔn)確抓取嵌環(huán),在視覺引導(dǎo)下將其放入接口的環(huán)形槽內(nèi),隨后鎖緊壓頭對嵌環(huán)進(jìn)行均勻施壓,使嵌環(huán)發(fā)生彈性變形并與環(huán)形槽緊密貼合,形成初步密封。嵌環(huán)鎖緊完成后,泵閥裝配機(jī)械臂再將泵閥安裝到接口上,泵閥的法蘭面會與嵌環(huán)緊密接觸,進(jìn)一步壓縮嵌環(huán),增強(qiáng)密封效果。同時,嵌環(huán)還能在泵閥與油箱殼體之間起到緩沖作用,減少車輛行駛過程中的振動對泵閥連接部位的影響,防止連接松動。這種先嵌環(huán)鎖緊后安裝泵閥的工藝,使泵閥接口的密封性能和結(jié)構(gòu)穩(wěn)定性得到很大程度地提升。自動翻轉(zhuǎn)定位重復(fù)精度高,保障裝配一致性。佛山輸送裝配流水線定制
自動插管功能完成管路對接,減少人工操作誤差。蘇州直銷裝配流水線控制
在管路裝配過程中,自動嵌環(huán)鎖緊功能的應(yīng)用確保了管路接口的連接強(qiáng)度和密封性。管路與油箱接口的連接通常需要在接口處安裝金屬嵌環(huán),以增強(qiáng)連接部位的結(jié)構(gòu)強(qiáng)度。流水線的管路裝配工位首先通過自動送料機(jī)構(gòu)將適配的金屬嵌環(huán)輸送至裝配位置,然后由取料機(jī)械臂將嵌環(huán)準(zhǔn)確放置在油箱接口的嵌裝槽內(nèi)。此時,自動嵌環(huán)鎖緊裝置會啟動,其環(huán)形壓頭會對嵌環(huán)進(jìn)行均勻施壓,使嵌環(huán)發(fā)生塑性變形并與嵌裝槽緊密貼合。鎖緊過程中,壓力傳感器實時監(jiān)測鎖緊力的大小,當(dāng)達(dá)到預(yù)設(shè)的鎖緊力閾值時,設(shè)備自動停止施壓,避免過度鎖緊導(dǎo)致接口損壞。嵌環(huán)鎖緊完成后,管路裝配機(jī)械臂再將管路插入接口,此時嵌環(huán)能夠為管路提供穩(wěn)定的支撐和定位,確保管路插入位置準(zhǔn)確。這種先嵌環(huán)鎖緊后插管的工藝順序,有效提高了管路連接的可靠性,降低了因接口松動導(dǎo)致的燃油泄漏風(fēng)險。蘇州直銷裝配流水線控制
- 佛山遠(yuǎn)望智能油箱打孔焊接機(jī)報價 2025-12-23
- 北京油箱油管焊接機(jī)定制 2025-12-23
- 東莞大型水冷定型機(jī)廠家供應(yīng) 2025-12-23
- 上海多功能汽車油箱生產(chǎn)線應(yīng)用范圍 2025-12-23
- 北京綠色環(huán)保汽車油箱生產(chǎn)線定制價格 2025-12-23
- 中山附近哪里有裝配流水線解決方案 2025-12-23
- 中山直銷油管焊接機(jī)定制 2025-12-23
- 高速運轉(zhuǎn)汽車油箱生產(chǎn)線工廠直銷 2025-12-23
- 中山自動裝配流水線廠家 2025-12-23
- 廣州電子裝配流水線報價 2025-12-23
- 蘇州小型玻璃鋼風(fēng)機(jī)哪家好 2025-12-23
- TYPE1充電槍 2025-12-23
- 不銹鋼板螺母點焊機(jī)專機(jī) 2025-12-23
- 重慶螺旋輸送設(shè)備價格 2025-12-23
- 貴州編織袋衛(wèi)星式柔版印刷機(jī)價格 2025-12-23
- 青浦區(qū)購買曲奇餅干機(jī)規(guī)格尺寸 2025-12-23
- 黑龍江絕緣套管上漆生產(chǎn)線生產(chǎn) 2025-12-23
- 浙江擺臂伺服擰緊軸供應(yīng)商 2025-12-23
- 廣東領(lǐng)鎖智能客服電話 2025-12-23
- 浙江導(dǎo)熱油鍋爐市場價 2025-12-23