鋼鐵廠壓軌器不松動螺栓應用
當雙旋向自鎖緊不松動螺栓承受的載荷超過其設計承載能力時,會發生過載失效,而造成失效的原因可能是由于設備異常運行、安裝不當等導致的螺栓受力過大。其失效過程呈現三階段特征:首先,異常載荷導致螺紋嚙合區域的局部應力超過材料屈服強度,使預緊力分配失衡;其次,雙向結構的彈性變形儲備被耗盡,楔形接觸面出現微裂紋;在循環載荷或沖擊載荷作用下,裂紋沿螺紋根部擴展,導致螺紋牙斷裂或螺桿整體剪切破壞。過載可能使螺栓發生塑性變形、螺紋損壞甚至斷裂,嚴重影響設備安全運行。因此在螺栓選型時要考慮到一定的載荷余量。在日常維護中,雙旋向自鎖緊不松動螺栓由于其良好的防松性能,檢查頻率可以相對降低。鋼鐵廠壓軌器不松動螺栓應用

普通螺栓防松主要依靠摩擦力和預緊力,在長期振動或惡劣環境下,預緊力會逐漸減小,摩擦力也隨之降低,導致螺母松動。即使安裝兩個螺母,也只是比一個螺母防松效果稍好。目前在實際使用中,很多易松動區域的螺栓還采用破壞螺母后螺紋,或將螺母焊接在螺桿上的方式來放松,但這樣往往會造成螺栓受力不均,磨損嚴重,甚至斷裂損壞。即使螺栓未損壞,在設備拆卸檢修時,也要破壞螺栓,更換新的螺栓。而雙旋向自鎖緊不松動螺栓從結構上解決了這一問題,兩組反向螺紋提供的反向作用力能持續抵消松動趨勢,防松效果明顯優于普通螺栓。碼頭雙旋向防松動螺栓設備雙旋向自鎖緊不松動螺栓利用雙旋向螺紋的獨特布局,讓螺栓在承受各種外力時都能保持穩定的鎖緊狀態。
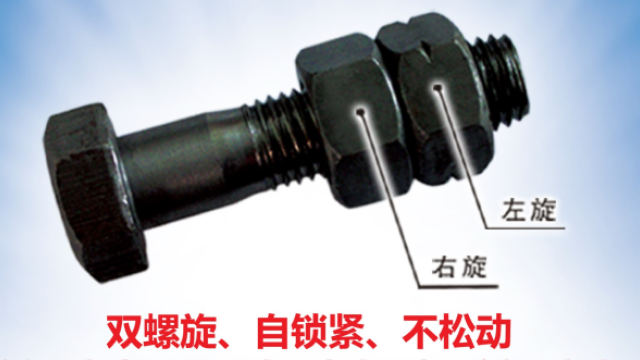
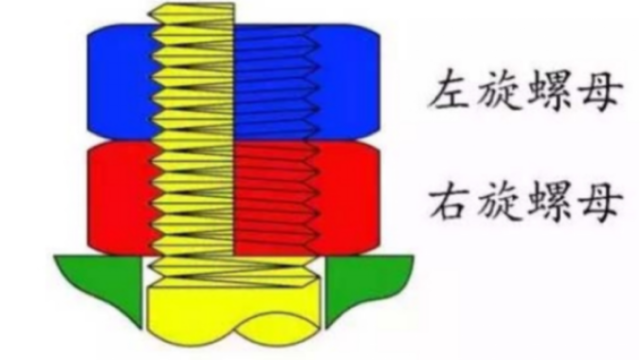
雙旋向自鎖緊不松動螺栓采用獨特結構設計,螺栓上擁有兩組方向相反的螺紋,這種獨特結構打破了傳統螺栓螺母單一旋向模式。在實際應用中,兩組螺紋相互配合,當右旋螺母在螺栓上旋擰時,會沿著右旋方向螺紋前進;而當左旋螺母在螺栓上旋擰時,會沿著左旋方向螺紋前進。這種設計使得緊固后的兩個螺母相互作用,在振動和沖擊載荷的條件下,兩個螺母都會有松動的趨勢,但由于右旋螺母的松動方向是左旋螺母的擰緊方向,左旋螺母的擰緊正好阻止了右旋螺母的松動。
不松動螺栓行業在生產自動化方面的提升,以AI驅動的智能制造生產線,通過機器視覺檢測和自動化裝配提升產品一致性和生產效率。模塊化設備整合:整合自動上料機、中頻加熱爐、除磷機、鍛造機械臂等設備,形成連續化生產線,減少人工干預。例如,部分螺栓產線已實現從加熱到沖壓的全自動化流程。柔性制造能力:通過可編程機械臂和快速換模技術,支持多規格螺栓的混線生產,滿足小批量、多品種訂單需求。質量檢測自動化:引入機器視覺與AI質檢系統,實時檢測螺紋精度、表面缺陷等,確保產品一致性。雙旋向自鎖緊不松動螺栓是一種創新型的連接緊固件,它獨特的雙旋向螺紋設計能有效防止松動。
雙旋向自鎖緊不松動螺栓的使用范圍很廣,可以在機床、水泵、電機、帶式焙燒球團機、燒結機、起重機、振動篩、軌道等設備設施配套螺栓易松動區域使用,已在冶金、煤化工、軌道交通、電力等領域成功應用。機床在加工過程中會產生振動和沖擊力,雙旋向螺栓能保證各部件的相對位置穩定,提高加工質量;起重機的關鍵連接部位使用雙旋向螺栓,能確保在起吊重物時結構安全可靠,防止因螺栓松動引發安全事故。還可以按照客戶要求的使用工況和規格參數定制加工,以滿足客戶多樣化需求。在設計雙旋向自鎖緊不松動螺栓時,工程師充分考慮了不同行業的需求,使其具有普遍的適用性。國產雙螺紋不松動螺栓單元
雙旋向自鎖緊不松動螺栓憑借其創新優勢,有望在未來成為螺栓市場的主流產品之一。鋼鐵廠壓軌器不松動螺栓應用
辨別雙旋向自鎖緊不松動螺栓質量可以從外觀、材質、工藝、尺寸等多個方面入手,標識清晰、表面均勻、尺寸精確、材質達標是其四大關鍵要素。檢查螺栓頭部標識強度等級或材質代碼;觀察螺栓表面,優良螺栓表面光滑,無裂紋、砂眼等缺陷;檢查螺紋精度,用標準螺母旋合,應順暢且間隙合適;還可以查看產品的質量證明文件,如材質報告、性能檢測報告等,確保螺栓符合相關標準。對于關鍵場景(如機械、橋梁),建議結合實驗室檢測確保性能。鋼鐵廠壓軌器不松動螺栓應用
- 進口固定式壓縮箱設備 2025-12-21
- 純結構防松動螺栓廠家 2025-12-21
- 廢棄物壓縮箱生產廠 2025-12-21
- 鋼鐵廠壓軌器不松動螺栓應用 2025-12-21
- 國產廢棄物壓縮箱生產廠 2025-12-21
- 大容量智能壓縮箱生產商 2025-12-21
- 德國移動式壓縮箱制造商 2025-12-21
- 地鐵電機緊固不松動螺栓制造商 2025-12-21
- 高效廢棄物壓縮箱生產廠 2025-12-20
- 進口轉動設備不松動螺栓 2025-12-20
- 濱州浮筒制作 2025-12-21
- 四川防金屬雜質星給閥廠家供應 2025-12-21
- 江蘇通用定風量閥維保 2025-12-21
- 青海焚燒廠余熱鍋爐 2025-12-21
- 浙江懸吊管托塊焊接機器人系統 2025-12-21
- 楊浦區自動組裝機互惠互利 2025-12-21
- 溫州鋼管探傷機 2025-12-21
- 臺州鋼廠高爐球閥蝶閥維修銷售 2025-12-21
- 福建生鮮枕式包裝機價格 2025-12-21
- 甘肅螺桿真空泵故障 2025-12-21